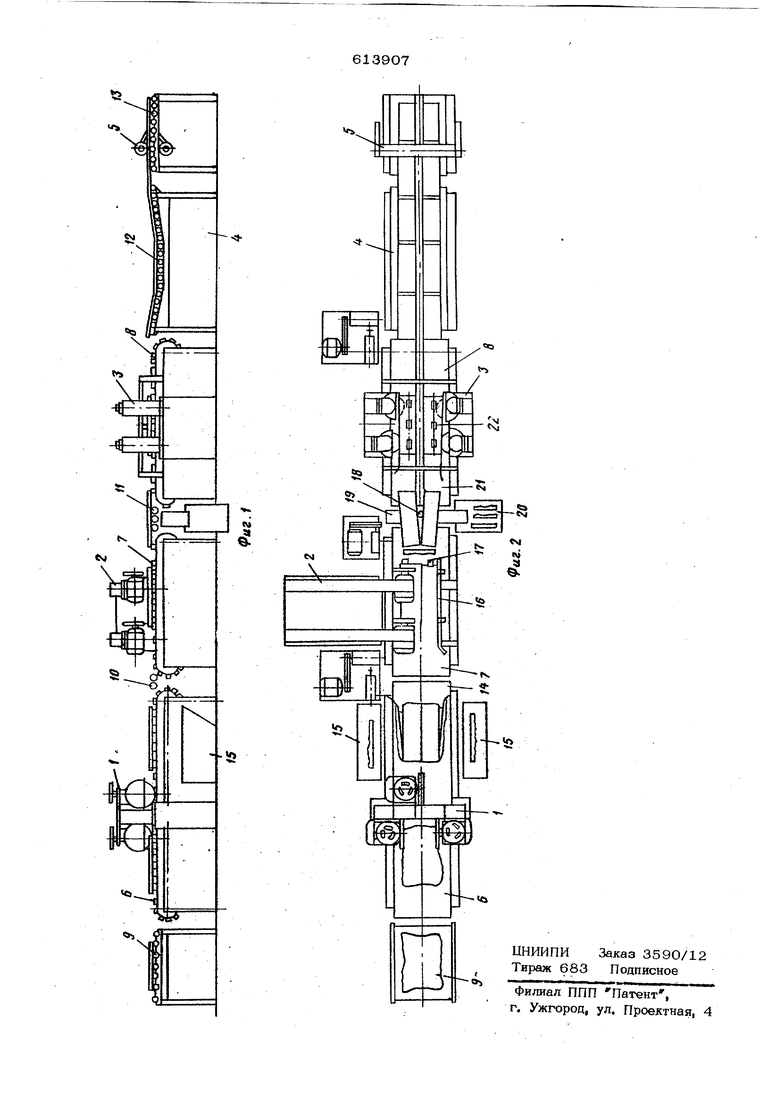
виде пластин, кошол-которых расположены на линиях крайних фрез, промежуточно-разъе динитепьньШ ; рольганг ,; имеет родак, распо ложенньШ на осевой линии рольганга и выступающий над поверхностью рольганга, трав .спортер пааорезного станка содеряшт направляющие для подвода плитк пазорезному станку за которым установлены ванна для химической обработки и промьточное уст ройство. Кроме того, для увеличения срока службы фрез пааорезного .станка,расстояния меж ду центрами каждой последующей пары фрез по ходу движения транспортера меньше, чем расстояния между центрами предыдущих пар а также для .равномерной химической обработки плит ванна имеет наклонно-вогнутый фольганГо На фиг. 1 представлена поточная линия для производства пр.ямоплоскостных изделий иа камня, вид сбоку: на фиг. 2 - то же, вид в плане. Поточная линия для прои одства прямоппоскостных изделий из камня содержит многодисковый станок 1, окантовочный :станок 2, пазорезнь1й станок 3, ванну 4 для химической обработки, промывочное устройство 5, Поточная лщшя содержит также транспор теры 6-8, рольганг 9- приема плит-заготовок, промежутЬшшхй рольганг 10,.промежуточно-разъединительный рольганг 11, наклонно-вогнутый рольганг .12 .и рольганг 13 для ПрОМЬШКИ ПЛИТо Транспортер, 6 многодискового, станка 1 имеет в конце по ходу движения ленты от. ражатепи 14, закрепленные жестко с двух сторон транспортера 6 и служащие Для сбро са отходов в бункеры 15, установленные также с двух сторон транспортера 6, Транс портер 7 окантовочного станка 2 имеет упор 16 для установки плит, огра1шчители 17 для остановки транспортера 7. Промежуточно-разъединительный рольганг 11 снабжен роликом 18 и наклонным 19 для сброса торцовым ходом отходов в бункер 2О. Транспортер 8 пазорезного станка 3 имеет направляющие 21 для подвода плит и подпружиненные ролики- 22 для закрепления последних. Плиты-заготовки, подлежащие обработке, укладывают на рольганг 9, который передает их на транспортер 6 многодискового станка 1, Последний производит раскрой плиты-заготовки на продольные полосы, ширина которых равна ширине ступени. Полученные две плиты поступают к отражателям 14, расположенным на лшшях крайних разрезов, которые отделяют отходы, полученные от продольного разреза, и сбрасьшают в бункеры 15, Далее плиты через промежуточ ный рольганг 10 поступают на транспортер 7 периодическотО действия, который доставляет плиты к окантовочнсыу станку 2 для обрезки их на длину ступени. Устан ка плит на станке 2 осуществляется с помсндью ограничителя 17 и упора 16. После окантовки плиты попадают на промежуточноразъединительный рольганг 11 и роликом 18разделяются и освобождаются от торцовых отходов, которые по наклонному лотку 19попадают в бункер 20, а разъединительные плиты по направляющим 21 поступают под фрезы пазорезного станка 3, где фиксируются подпружиненными роликами 22, Каждая последующая пара фрез пазорезного станка 3 производит пропил по всей длине ступени на большую глубину, чем предыдущая, Затем плиты по рольгангу 12 поступают в ванну 4 химической обработки и по рольгангу 13 - в промьточное устройство 5, где с плит снимается ржавчина, Настоящая линия позволяет обеспечить поточный выпуск лестничных ступеней из природного камня при высокой производительности труда. Формула изобретения 1.Поточная линия для производства прямоплоскос1ных изделий из камня, например лестничных ступеней, состоящая из установленных по ходу технологического процесса рольганга приема плит, многодискового станка для продольной распиловки, промежуточного рольганга, окантовочного станка, npovieжуточно-разъединительного рольганга, пазорезного станка для выполнения пропила на заданную глубину и транспортных устройств, отличающаяся тем, что, с пелью псжышения производительности работы, многодисковый станок имеет проем для прохода сквозь него транспортера, который снабжен с обеих сторон и под утлом к осевой линии отражателями, вьшолненными в виде пластин, концы которых расположены на линиях крайних фрез, прсж ежуточно-разъедини тельный рольганг имеет ролик, расположенный на осевой линии рольганга и выступающий над поверхностью рольганга, транспортер пазорезного станка содержит направляющие для подвода плит к пазорезному станку, за которьш устандалены ванна для химической обработки и промьточное устройство, 2,Линия по п. 1, отличающаяс я тем, что, с целью увеличения срока службы фрез пазорезного станка, расстояния между центрами каждой последующей пары фрез по ходу движения транспортера меньше,
6139076
чем расстояния между центрами предьщущихИсточники информации, принятые во вннпар.мание при экспертизе:
3, Линия по п. 1, отличающая-1. Патент Франшш № 2192490,
с я- тем, что, с целью равномерной химичес-кл. В 28 D 1/ОО, 1973.
кой обработки плит, ванна имеет наклонно-j 2, Конвейерная обработка облицовочного
вогнутый рольганг.камня. Труды ВНИИЭСМ, М,, 1970, с, ЗО.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2097181C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО ИЛИ ИСКУССТВЕННОГО КАМНЯ | 1999 |
|
RU2150383C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| Установка для резки каменных блоков на плиты | 1986 |
|
SU1409458A1 |
| Многодисковый распиловочный станокдля ОбРАбОТКи КАМНя | 1978 |
|
SU814770A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| Поточная линия для производства кольцевых изделий | 1979 |
|
SU863105A1 |
| Двухсторонний станок для обработкииздЕлий | 1979 |
|
SU837769A1 |
| Поточная линия для изготовления декоративной плитки из природного камня | 1990 |
|
SU1819775A1 |
| Поточная линия для получения декоративно-облицовочных плит | 1989 |
|
SU1678637A1 |