Изобретение относится к переработке термопластичных материалов и может быть использовано при формовании изделий из листовых термопластов, например, тонкостенных полых изделий промышленности химического машиностроения.
Известно устройство, используюшее способ негативного вакуумпневмоформования изделия, включаюш,ее две полуформы, обогреватель, привод вертикального перемещения, дорн и сварочное приспособление.
Два листа термопласта нагревают до температуры формования и вводят в пространство между двумя полуформами дорн, помещая его между двумя листами термопласта. Далее полуформы смыкаются и через дорн подается между листами сжатый воздух, а обе полуформы вакуумформуются и обе половинки изделия формуются в полуформах, одновременно происходит сварка половинок изделия по его контуру, после чего с помощью привода полуформы раскрываются и готовое изделие снимается с трубки - дорна. Далее процесс повторяется 1.
Основными недостатками данного устройства являются низкая производительность и при полуавтоматическом производстве, наличие большого числа ручных операций.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство, содержащеее раму, две полуформы, прижимную рамку, нагрев тель, опорную пластину с роликами, взаи.модействующую с полуформами, привод вертикального перемещения, выполненный в виде цилиндра, щток которого связан с полуформой.
На подвижной и, неподвижной полуформах укрепляют по листу .термопласта и с помощью обогревателя нагревают их до температуры формования. Создавая в полуформах вакуум, с помощью привода вытягивают лист термопласта, облегчая таким образом формование половинок изделия. Затем пуансоны возвращаются на исходные позиции, и подвижная полуформа на роликах по опорной пластине подкатывается и устанавливается напротив неподвижной полуформы. Затем последняя опускается до соприкосновения с подвижной и путем контактной сварки происходит соединение половинок изделия в одно целое. Далее изделие охлаждают, полуформы размыкаются, подвижная полуформа откатывается в. исходное положение и готовое полое изделие извлекается из полуформы 2.
Однако известное устройство также имеет небольшую производительность вследствие большого числа ручных операций, например операции перемещения подвижной полуформы в горизонтальном направлении и операции закрепления двух листов термопласта в полуформах. Это приводит к увеличению времени цикла формования изделия и, соответственно, к уменьшению производительности устройства.
Целью изобретения является повыщение производительности устройства.
Указанная цель достигается тем, что устройство для формования полых изделий из листовых термопластичных материалов, содержапдее раму, две полуформы, прижимную рамку, нагреватель, опорную пластину с роликами, взаимодействующую с полуформами, и привод вертикального перемещения, выполненный в виде цилиндра, щток которого связан с полуформой, снабжено дополнительной опорной пластиной с роликами и каждая пластина шарнирно закреплена одним концом на раме и снабжена парой рычагов, одни концы которых шарнирно соединены между собой, а другие шарнирно связаны с опорной пластиной и рамой, и
0 пружиной, связанной с шарнирно соединенными концами рычагов каждой пары, а полуформы шарнирно соединены между собой, связаны со штоком привода вертикального перемещения посредством щарнирно закрепленной на них скобы и снабжены захватами, причем на раме установ.лены вертикальные балки с v-образным пазом в верхней части под захваты.
Это позволяет сократить время цикла формования изделия, так как исключаются горизонтальные перемещения полуформ, а также сокращается количество ручных установочных операций (закрепляется один лист тер.мопласта вместо двух).
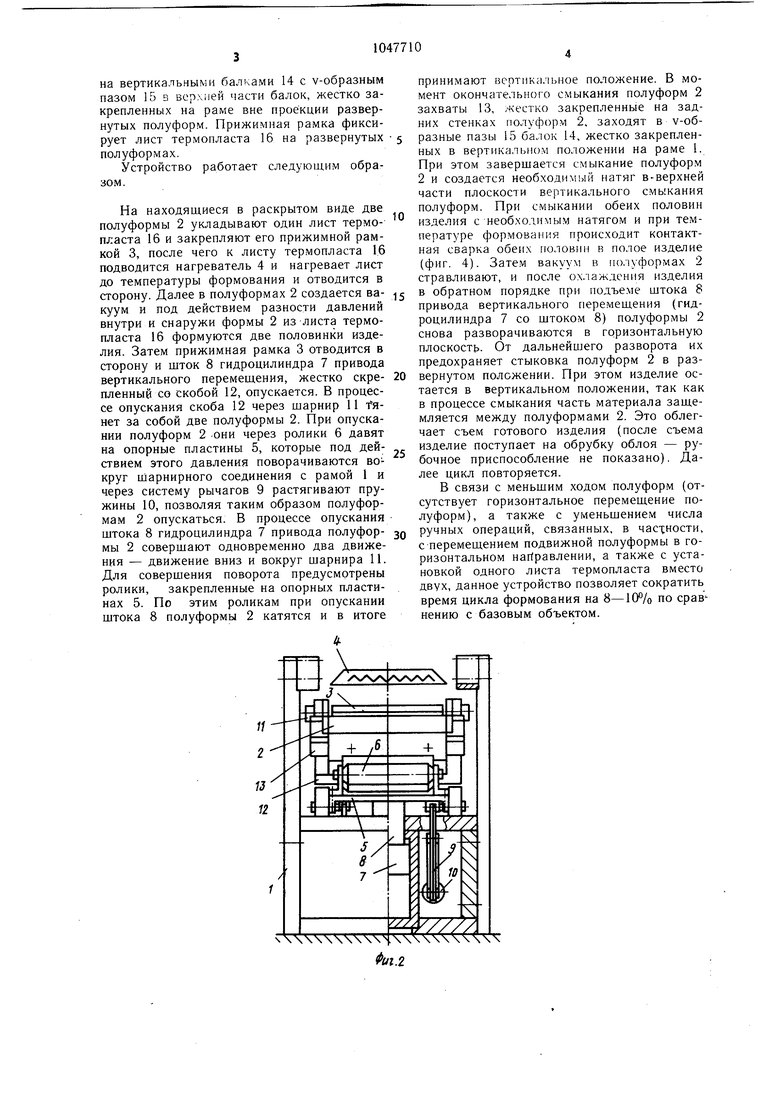
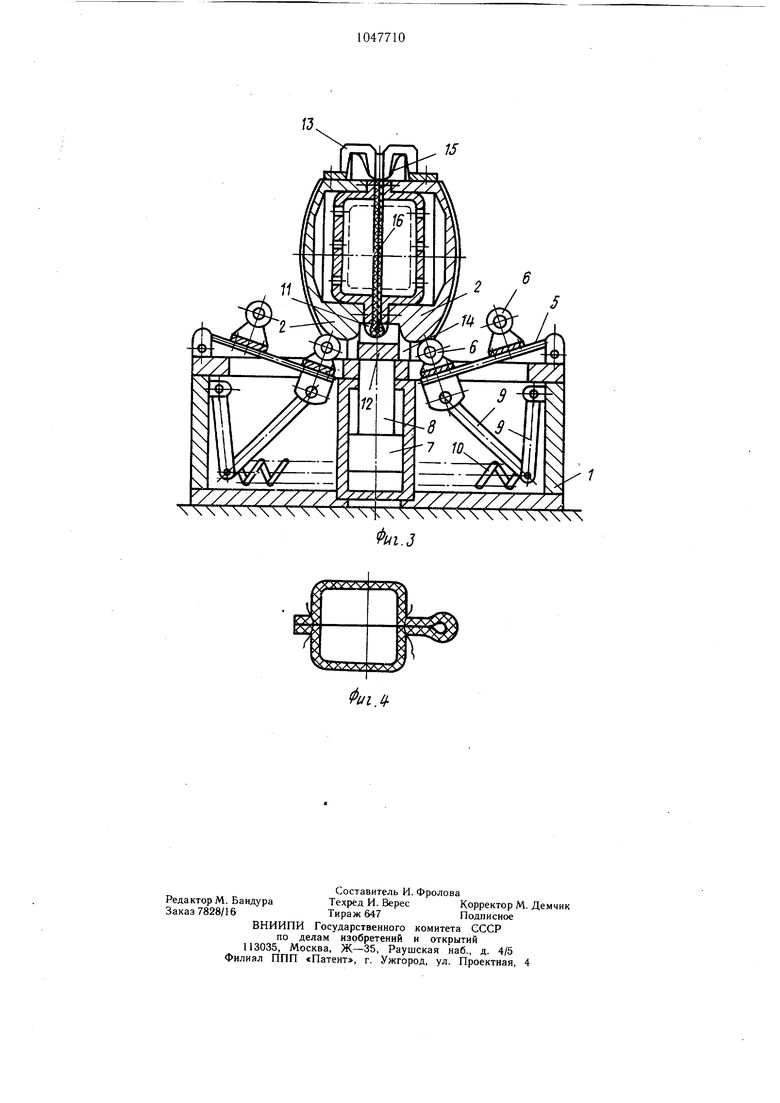
На фиг. 1 изображено устройство в положении полностью развернутых полуформ,
общий вид, продольный разрез; на фиг. 2- то же, вид сбоку; на фиг. 3 - устройство в сомкнутом положении полуформ, продольный разрез; на фиг. 4 - готовое изделие, разрез.
0 Устройство содержит (фиг. 1 - 3) раму 1, две полуформы 2, прижимную рамку 3, нагреватель 4, который может быть отведен за пределы устройства, опорные пластины 5 с закрепленными на них роликами 6, привод вертикального перемещения, выполненный в
5 виде гидроцилиндра 7 со щтоком 8. Каждая опорная пластина снабжена парой рычагов 9, одни концы которых щарнирно соединены между собой, а другие концы соединены соответственно с рамой 1 и опорной пластиной. Каждые шарнирно соединенные концы ры чагов связаны попарно пружинами 10. Полуформы щарнирно соединены между собой ииарниром 11 и связаны со щтоком 8 привода вертикального перемещения посредством щарнирно закрепленной на них скобы 12,
, жестко закрепленной на штоке привода. Полуформы снабжены захватами 13, представляющими собой крюки, жестко закрепленные на задних стенках полуформ. Рама снабже на вертикальными балками 14 с v-образным пазом 15 в верхней части балок, жестко закрепленных на раме вне проекции развернутых полуформ. Прижимная рамка фиксирует лист термопласта 16 на развернутых полуформах. Устройство работает следующим обраНа находящиеся в раскрытом виде две полуформы 2 укладывают один лист термопласта 16 и закрепляют его прижимной рамкой 3, после чего к листу термопласта 16 подводится нагреватель 4 и нагревает лист до температуры формования и отводится в сторону. Далее в полуформах 2 создается вакуум и под действием разности давлений внутри и снаружи формы 2 из листа термопласта 16 формуются две половинки изделия. Затем прижимная рамка 3 отводится в сторону и щток 8 гидроцилиндра 7 привода вертикального перемещения, жестко скрепленный со скобой 12, опускается. В процессе опускания скоба 12 через щарнир 11 fHнет за собой две полуформы 2. При опускании полуформ 2 .они через ролики 6 давят на опорные пластины 5, которые под действием этого давления поворачиваются вокруг ц1арнирного соединения с рамой 1 и через систему рычагов 9 растягивают пружины 10, позволяя таким образом полуформам 2 опускаться. В процессе опускания щтока 8 гидроцилиндра 7 привода полуформы 2 совершают одновременно два движения - движение вниз и вокруг щарнира 11. Для совершения поворота предусмотрены ролики, закрепленные на опорных пластинах 5. По этим роликам при опускании штока 8 полуформы 2 катятся и в итоге принимают вертикальное положение. В момент окончательного смыкания полуформ 2 захваты 13, жестко закрепленные на задних стенках полуформ 2, заходят в v-образные пазы 15 ба.лок 14, жестко закрепленных в вертикальном положении на раме 1. При этом завершается смыкание полуфор.м 2 и создается необходимый натяг в-верхней части плоскости вертикального смыкания полуформ. При смыкании обеих половин изделия с необходимым натягом и при температуре формования происходит контактная сварка обеих половин в полое изделие (фиг. 4). Затем вакуум в но.чуформах 2 стравливают, и после охлаждения изделия в обратном порядке при подъеме штока 8 привода вертикального перемещения (гидроцилиндра 7 со щтоком 8) полуформы 2 снова разворачиваются в горизонтальную плоскость. От дальнейшего разворота их предохраняет стыковка полуформ 2 в развернутом положении. При это.м изделие остается в вертикальном положении, так как в процессе смыкания часть материала защемляется между полуформами 2. Это облегчает съем готового изделия (после съема изделие поступает на обрубку облоя - рубочное приспособление не показано). Далее цикл повторяется. В связи с меньщим ходом полуформ (отсутствует горизонтальное перемещение полуформ), а также с уменьшением числа ручных операций, связанных, в час-юности, с перемещением подвижной полуформы в горизонтальном нartpaвлeнии, а также с установкой одного листа термопласта вместо двух, данное устройство позволяет сократить время цикла формования на 8-10% по срав нению с базовым объектом.
XXXVvX
15
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2091195C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1996 |
|
RU2096176C1 |
| Устройство для гофрирования пластмассовых труб | 1980 |
|
SU882761A1 |
| ТЕРМОФОРМОВОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2012 |
|
RU2518621C2 |
| Устройство для формования и вулка-НизАции КОльцЕВыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU844363A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173261C2 |
| Установка для формования изделий из листового термопластичного материала | 1983 |
|
SU1156916A1 |
| УСТРОЙСТВО ДЛЯ СМЫКАНИЯ И РАЗМЫКАНИЯ ПОЛУФОРМ ЭКСТРУЗИОННО-ВЫДУВНОГО АВТОМАТА | 1994 |
|
RU2087312C1 |
| УСТРОЙСТВО ДЛЯ СМЫКАНИЯ ПРЕСС-ФОРМЫ | 2008 |
|
RU2390413C1 |
| Устройство для запирания полуформ | 1974 |
|
SU519278A1 |
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ, содержащее раму, две полуформы, прижимную рамку, нагреватель, опорную пластину с роликами, взаимодействующую с полуформами, и привод вертикального перемещения, выполненный в виде цилиндра, щток которого связан с полуформой, отличающееся тем, что, с целью повышения производительности, оно снабжено дополнительной опорной пластиной с роликами и каждая пластина шарнирно закреплена одным концом на раме и снабжена парой рычагов, одни концы которых щарнирно соединены между собой, а другие шарнирно связаны с опорной пластиной и рамой, и пружиной, связанной с щарнирно соединенными концами рычагов каждой пары, а полуформы щарнирно соединены между собой и связаны со штоком привода вертикального перемещения посредством щарнирно закрепленной на них скобы и снабжены захватами, причем на раме установлены вертикальные балки с (О v-образным пазом в верхней части под зах(Л ваты. о NU 
JCWX
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стрельцов К | |||
| Н | |||
| Пневматическая переработка термопластов | |||
| Л., 1963, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Солесос | 1922 |
|
SU29A1 |
