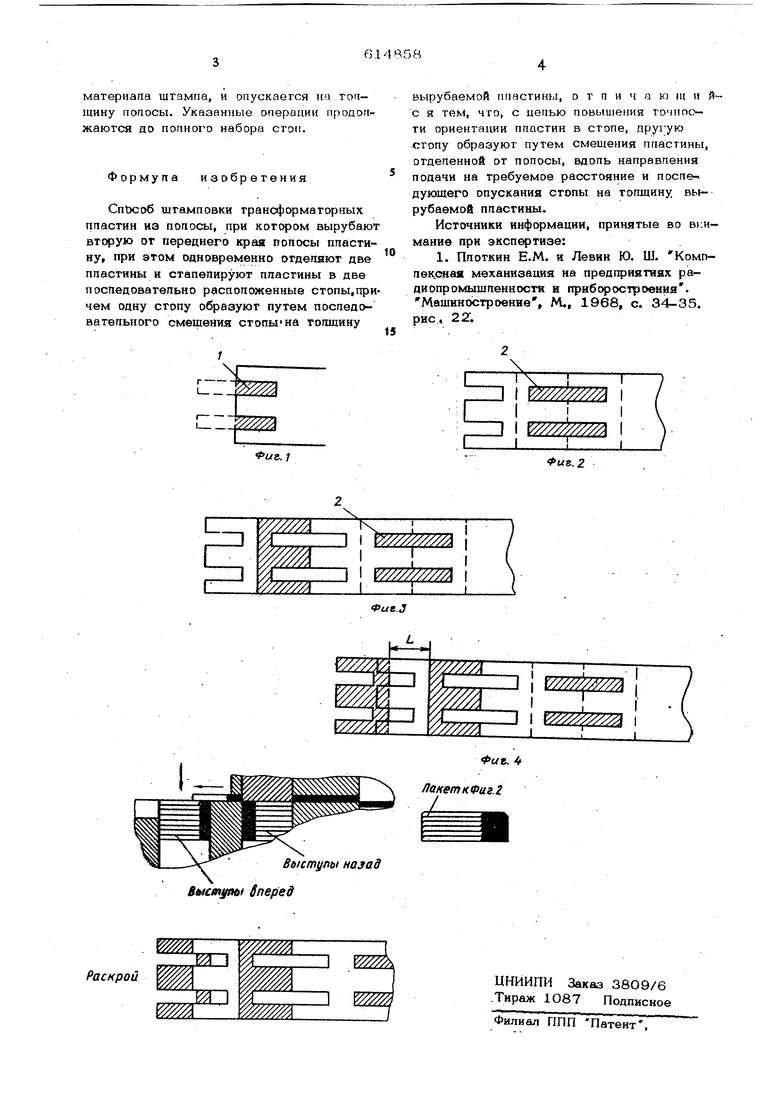
Изобретение относится к обпасги хоподнсА обработки мегаппов давпением и может быть испопьаовано при штамповке трансформаторных пластин из попосы. Известен способ штамповки трансформаторных ппасгвн из попосы, при котором вьфубают втсфую от переднего края попосы пластину, при одновременно отдв пяют две ппастины и стапепируют ппастииы в две поспедоватепьно распопаженных стопы, причем одну стопу образуют tiyтеМПоспедоватепьного смешения стопы на тогшшну вырубаемой пластины Г . Однако в известном способе недостаточна точность ориентации пластин в сто пе. По предлагаемому способу повышение точности ориентации ппастнн в стопе достигается тем, что другую стопу получаю путем смешения ппастииы, отдепенной от стопы, вдоль направпения подачи на требуемое расстояние и последующего опуокания стопы на толщину вырубаемой ппао тины. На фиг. 1 показана вырубка паэов дпя первой ппастины; на фиг. 2 - проби ка пазов второй пары пааов; на фиг.З в 4 пробивка пазов и иырубка пластины; на фнг. 5 - стапелирование ппастин. Способ штамповки трансформаторных ппастин осуществпается следующим обра- зом. Попосу подают на поэяцию вырубки (фиг. 1) и вырубают пазы 1, равныепазам одной ппастины. Затем перемшоаюг полосу на шаг подачи (фиг.2), равный дпине двух ппастин, и пробивают вторую пару пазов 2. -При спедукиаем перемвщ НИН полосы на- шаг подачи (фиг.З) выру бают пазы и пластины. При этом вторая от края ппаствиа при вьфубке сметдаетс вниз на толщину ппасшны; в результате wgro образуется сгщб Первая пп.астина остается неподвижной. Попоса подается ма спедукндий шаг подачи. При атом первая пластина передним торием попосы смещается вдоль оси подачи иа вепвчвиу, в№бираемую из прочностных характеристик
материала штампа, и опускается на топ- тину поносы. Указанные операции продопжаются до попного набора стоп.
Формула изобретения
СпЬсоб штамповки трансформаторных ппастин на полосы, при котором вырубают вторую от переднего края полосы пластину, при этом одновременно отделяют две пластины и стапелируют пластины в две последовательно расположенные стопы.причем одну стопу образуют путем последовательного смещения стопы на толщину
вырубаемой ппастины, о т л и ч а ю ш и йс я тем, что, с цепью повыи) точппоти ориенгации ппастин в стопе, стопу образуют путем смешения ппастины, отделенной от полосы, вдоль направления подачи на требуемое расстояние и последующего опускания стопы на толщину, вырубаемой пластины.
Источники информации, принятые во вкиманив при экспертизе:
1. Плоткин Е.М. и /1евин Ю. Ш. Комппвксяал механизация на предприятиях ради опромышпенн ости и приборостроения . Машиностроение, М,, 1968, с. 34-35. рис. 22.
I
I V
W///// ////A
У//////////Л
I
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕСОЮЗНЛЯ (BATIHTHO-TBHH^EOif^ | 1972 |
|
SU356019A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1133008A1 |
| Штамп для получения из ленты пластин | 1968 |
|
SU468675A1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
| Способ последовательной штамповки | 1988 |
|
SU1549640A1 |
| Способ изготовления электрических соединителей | 1990 |
|
SU1758743A1 |
