Изобретение относится к способам штамповки из ленты или полосы деталей типа трансформаторных пластин и может быть использовано для получения Ш-образных пластинчатых детале в любой отрасли промышленности.
Известный способ штамповки из полосы или ленты деталей типа трансформаторных пластин предусматривает раскрой материала с расположением выступов пластин вдоль полосы или ленты и направление выступов одной пластины навстречу выступам другой, смежной. Одновременно в двух Ш-образных пластинах пробивают пазы и получают прямоугольные пластины трансформаторов, а затем вырубают Ш-образные пластины. Однако при таком способе штамповки Ш-образные пластины, вырубаемые на одной позиции штампа, идут на провал и образуют под штампом пакет с ориентированным расположением, а пластины, вырубаемые на другой позиции, удаляются под действием собственного веса по скосу и при падении располагаются произвольно.
Ио предлагаемому способу с целью ориентированного располол ения всех Ш-образных пластин при удалении их из штампа и образования из этих пластин двух пакетов вырубку производят после подачи ленты на шаг,
равный длине Ш-образной пластины, а пробивку пазов - после подачи на два шага.
На чертеже показана лента: о - в период одновременного образования пазов и вырубки Ш-образной пластины; б - в период вырубки только Ш-образной пластины.
Способ заключается в следующем.
Раскрой производят, располагая выступы Ш-образных пластин вдоль ленты. Ленту подают на позицию пробивки и пробивают пазы /. После пробивки двух пар иазов ленту подают на шаг, равный длине образуемой Ш-образной пластины 2, и на позиции вырубки соответствующую пластину отделяют от ленты. Следующие Ш-образные пластины отделяют после каждой подачи ленты на указанный шаг. Пазы пробивают после подачи ленты на два шага, т. е. штамповка идет по схеме: подача - подача - пробивка пазов; подача - вырубка Ш-образной пластины.
Предмет изобретения
Способ штамповки из ленты деталей типа трансформаторных пластин с выступами, расположенными вдоль ленты и обращенными навстречу один другому в каждой паре пластин, при котором одновременно пробивают пазы в двух Ш-образных пластинах.
получая прямоугольные пластины, а затем отделяют Ш-образные пластины, отличающийся тем, что, с целью образования непосредственно под штампом двух пакетов Ш-образных
пластин, при каждой вырубке ленту подают на шаг, равный длине Ш-образной пластины, а пазы пробивают после подачи ленты на двойной шаг.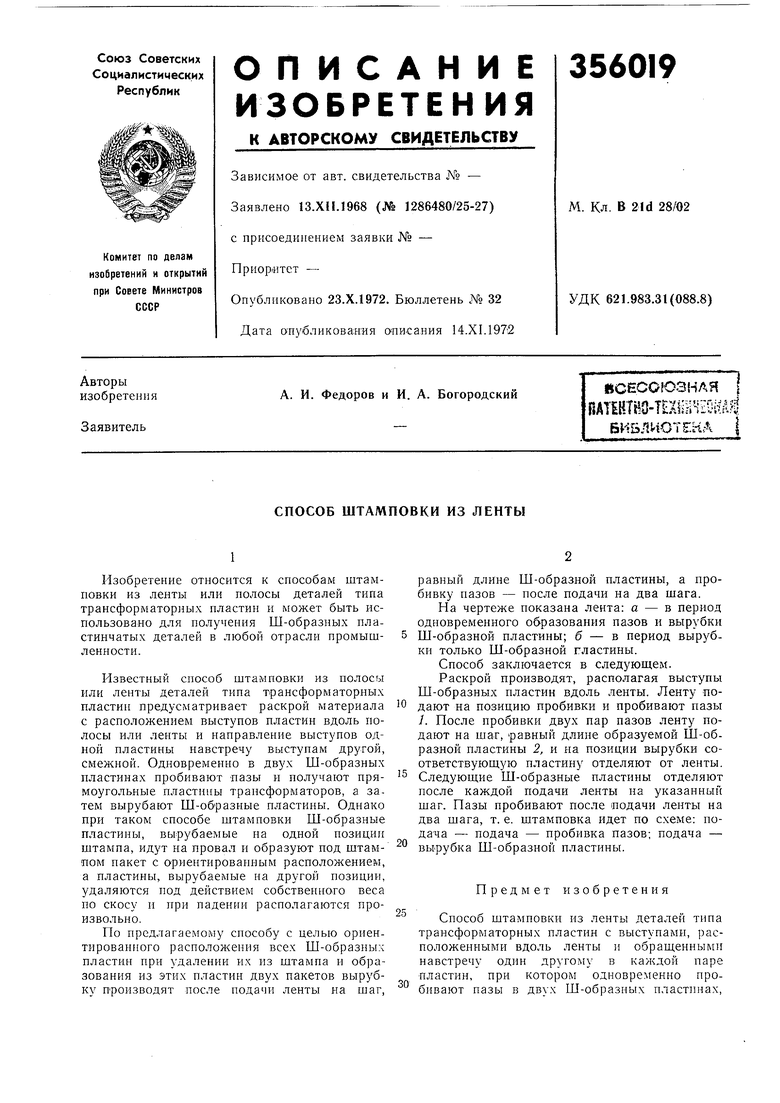
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
| Штамп для получения из ленты пластин | 1968 |
|
SU468675A1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
| Способ штамповки трансформаторных пластин из полосы | 1976 |
|
SU614858A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
| Способ изготовления электрических соединителей | 1990 |
|
SU1758743A1 |
| Способ последовательной штамповки | 1981 |
|
SU1015977A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
//////Z
т.
I/ I
