)(1зобрвтенив относится к области по;рошковой металлургии и может быть использовано при прокатке смесей металлических порошков, в том числе алмазосодержащих.
Известен рабочий валок для прокатки порошковых смесей, содержащий цалиндря-г ческую бочку с канавками на поверхности в иапфы для крепления его в подшипниках ij.
Однако в этом валке ширина канавок больше угла прокатки прокатываемого материала, что не дает возможности получать ленту, подготовленную к легкому и качественному разделению ее на задАнШлв заготовки.
Целые изобретения является обеспечение легкого и качественного разделения Прокатанной ленты на заготовки заданного размера.
Цель достигается тем, что в предлага емом валке канавки на поверхности бочки валка выполнены с шириной, меньшей или равной длине дуги окружности бочки, соответствующей углу прокатки материала,
а глубина канавки определяется из соотношения:
HK (0,0006 -0,005) Дб у где к глубина канавки;
Д - диаметр бочки валка.
Такое вьшолнение устройства предотвращает заклинивание частиц металлического порошка , абразива в канавке и позволяет обеспечить длительную непрерыную работу устройства при качественном выходе прокатанной ленты.
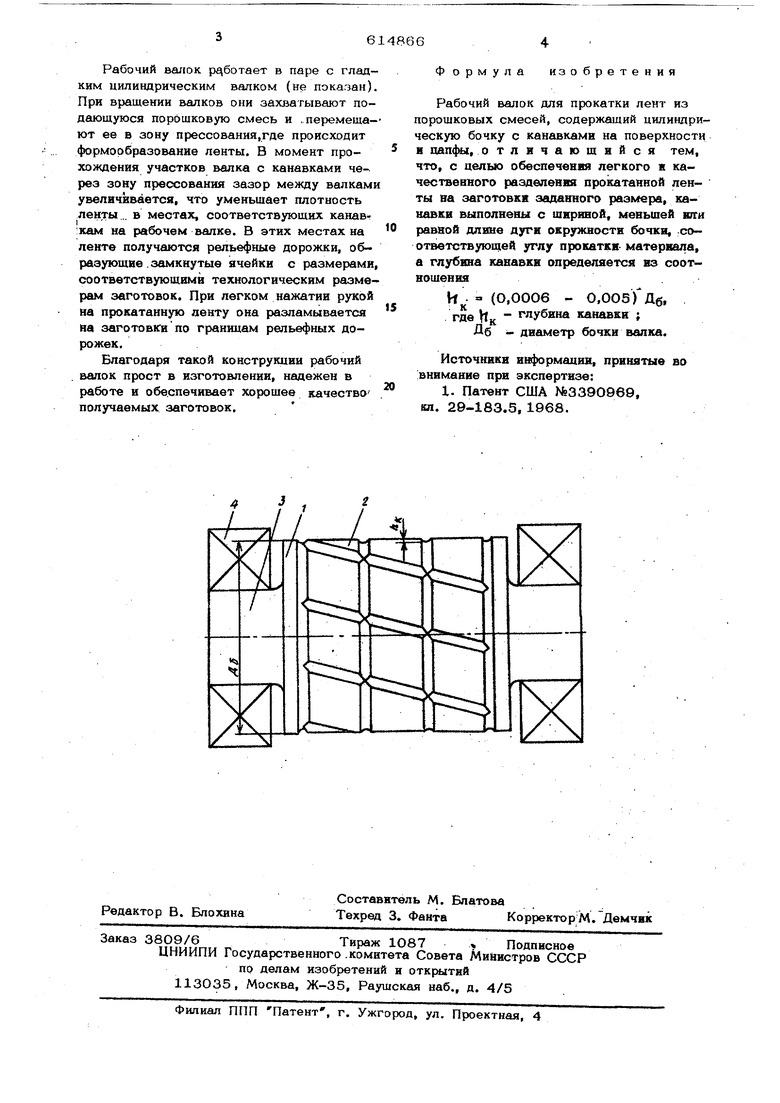
) На чертгенш изображен рабочий валок общий вид.
Рабочий валок 1, вмеютнй цилиндрическую бочку 2, с помощью цапф 3 устанавливается в подшипниках 4 прокатного стана. На цилиндрической бочке валка ва несева сетка канавок, образующая ячей ки с размерами, соответствующими размерам издел ш. Канавки могут располагаться на поверхности валка под любыми углами к оси вращения.
Рабочий валок работает в паре с гладким цилиндрическим валком (не показан). При вращении валков они захватывают подающуюся порошковую смесь и .перемеша-ют ее в зону прессования.где происходит формообразование ленты. В момент прохождения участков валка с канавками че рез зону прессования зазор между валками увеличнвается, что уменьшает плотность ленты .. в местах, соответствующих канавкам на рабочем валке. В этих местах на ленте получаются рельефные дорожки, образующие . замкнутые ячейки с размерами, соответствующими технологическим размерам заготовок. При легком нажатии рукой на прокатанную ленту она разламывается на aaroTOBiCH по границам рельефных дорожек.
Благодаря такой конструкции рабочий валок прост в изготовлении, надежен в работе и обеспечивает хорощее качество получаемых заготовок.
Формула изобретения
Рабочий валок для прокатки лент из порошковых смесей, содержащий цилиндрическую бочку с канавками на поверхности в цапфы, отличающийся тем, что, с целью обеспечения легкого « качественного рааделення прокатанной ленты на заготовки заданного размера, канавки выполнены с шириной, меньшей юги равной длине дуги окрумшости бочки, :СОответствующей углу прокатки материала, а глубина канавки определяется из соотношения
И (О.ОООб - 0,005)Дб, где HK канавки ; Дб - диаметр бочки валка.
Источники информации, принятые во ;внимание при экспертизе:
1. Патент США №3390969, кл. 29-183.5, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1982 |
|
SU1118483A1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| Валок для продольной прокатки труб | 1978 |
|
SU689752A1 |
| Прокатный валок | 1990 |
|
SU1759490A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Валок для холодной прокатки | 1979 |
|
SU839633A1 |
| Устройство для прокатки порошка | 1983 |
|
SU1122423A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
