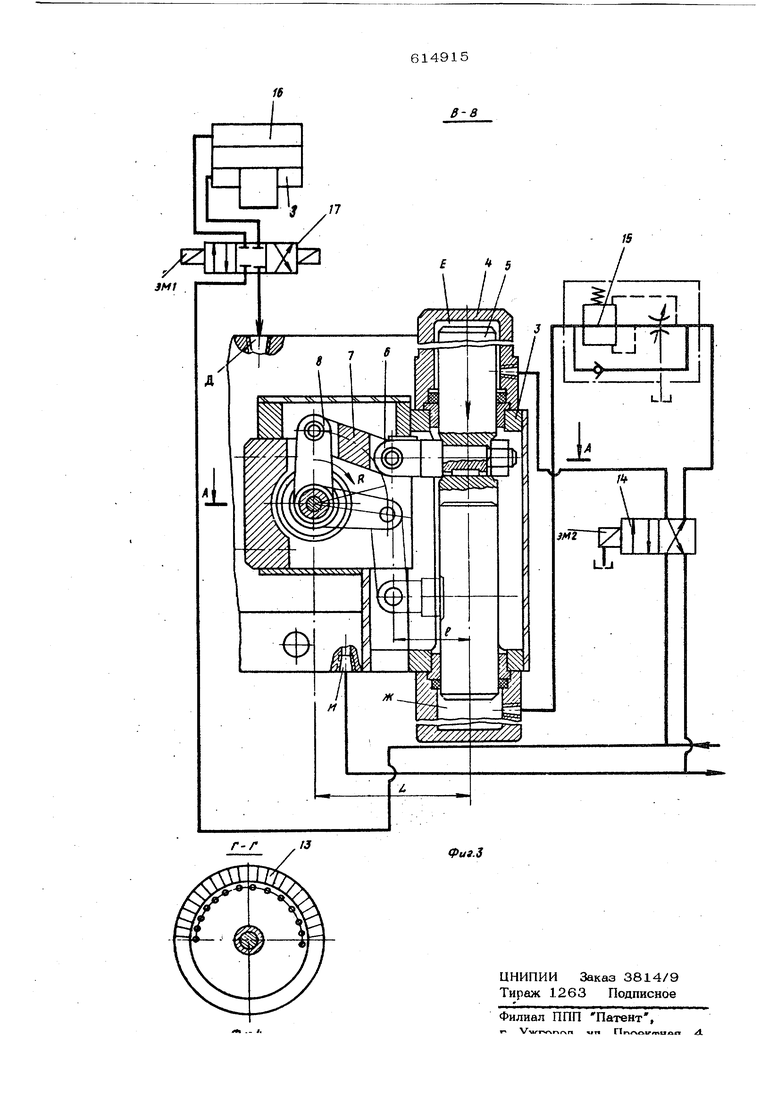
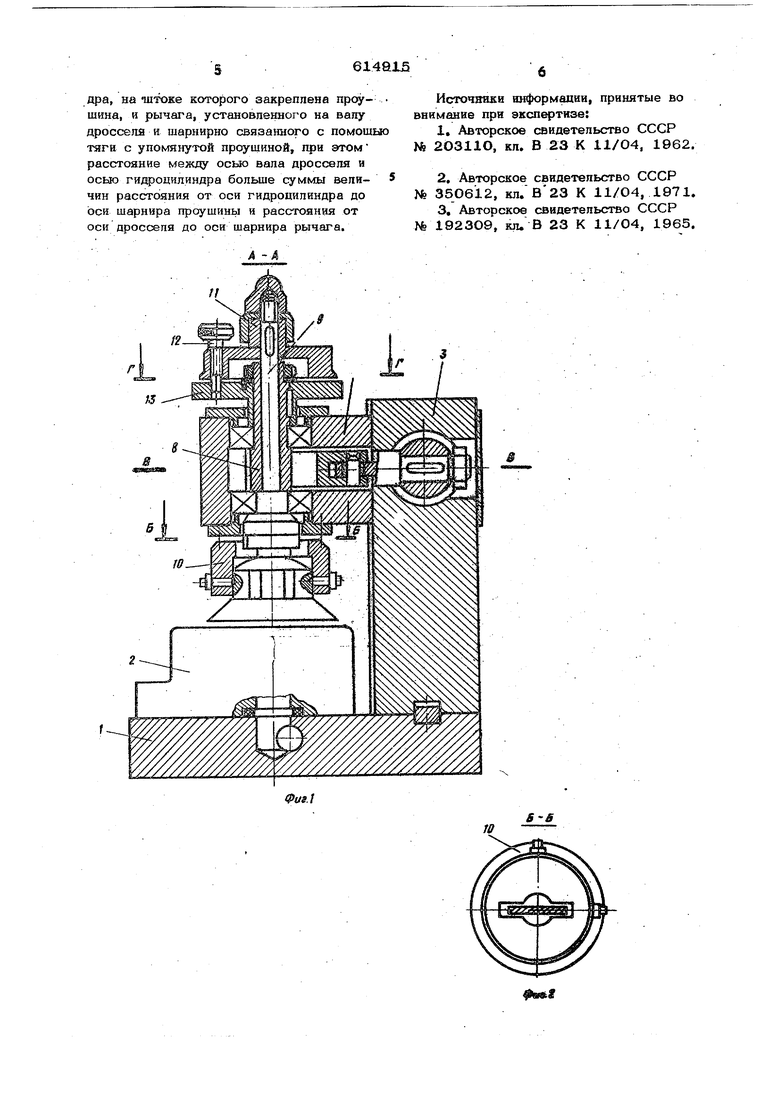
(54) МЕХАНИЗМ УПРАВЛЕНИЯ ОПЛА ВЛЕНИЕМ ДЛЯ МАШИН КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ Цель иаобретен Ш - упрощение констру ции и обеспечение оптимального режима оплавления с Ъозрастаюш.ей скоростью. В npennaraeMONf механизме привод вра щения яроссела выполнен в виде гндроаилиндра, на штоке которого закреплена проушина, и рычага, установленного на валу дросселя и шарнирно связанного с ггомошью тяги с упомянутой проушиной, при этом. расстояние L Mejicoy осыо вала дросселя и осыо гндроцилиндра больше суммы величин расег-ояния С от ост гидроцилиндра до оси шарнира проушины и расстоянш Т от оди дросселя до оси шарнира рычага. На фиг. 1 изображен предлагаемый механизм управления оплавлением, раз-, рез по на фиг 3| на фиг 2 рез по Б-Б на ф1П% 1, сочленение вала с муфтой, надетой на рукоятку дросселя на фиг. 3 - разрез по на фиг. 1, кинематическая и гидравлическая cxetvibi работы механизма} на фиг, 4 - разрез по Г-Г на фиГй 1, расположение отверстий для фиксирования начальной скорости, .Механизм управления оплавлением срдержит плиту 1 /па которой закреплен дроссель 2,а также привод 3 его вращения, сос тояший из гидроцилиндра 4 и штока 5. На штоке, закреплена проушина 6, шарнир но связанная с. помощью тяги 7 с рычагом S. Последний ступицей свободно посахеп на валу 9, который .одним концом подв{Ш но соединен с муфтой Ю вращения ручки дросселя 2, а на другом конце зак реплен на шпонке поводок 11. с винтом 12 для фиксации начальной скорости оплавлениа. Винт 12 ципиндр гаеским концом входит в отверстие диска 13, неподвижно посажедаюго на ступице рычага 8, Управляет работой механизма управления оппав лением золотник 14 через дроссель 15, который обеспечивает необходимую скорость передвижен1-ш штока 5. . Для перемещения- гидропривода оплавления 16 установлен золотник 17. Работа механизма управления оплавлением начинается при открытом поло «шнии золотника 17 (электром.агнит ЭМ l). на спив, в полость Д. Поворотом поводка 11 устанавливадот с помощью фиксирующего винта 12 в одно из отверстий диска 13 начальную скорость оплавления. После включения электромагнита ЭМ2 золотника 14 подается рабочая жидкост-ь в полость Е гидроцилиндра 4, заставляя шток 5 перемещаться равномер1 о по направлению, указанному стрелкой в сторону ГТПЛПГ5ТИ rW VRTiPiffla nnrraifTOTnj-vv.j rtnAviiFtriru 6 тягу 7, которая благодаря предложенной кинематике обеспечивает нарастание скорости поворота рычага 8 вместе с диском 13 по задашюму закону. Это досгигается благодаря тому, что в исходном положении рычаг 8 имеет (при постоянной скорости перемещения штока 5). минимальную угловую скорость, а в конечном положении, показанном тонкими линиями, согласно плану скоростей имеет максимальную скорость, Следует отметить, что по,ннтие минимальной скорости касается только данной конструкции. Для механизма в целом угловая скорость рьтчага 8 будет равна нулю, когда угол между проушиной 6 и тягой 7 будет равен 180 , и максимальной, когда он будет равен ЭО, На пути от исходного положения до конечного происходит ускоренное вращение .муфты 10, сидящей на ручке дросселя 2, Si, естественно, ускоренное перетекание масла, что обеспечивает возрастание скорости сварки по закону V t% где - скорость оплавления; - начальная. скорость оплавления;t - время oплaвлeнияJ К -коэффициент . , Масло перетекает из полости , гидропривода 16 через золотник 17 в дроссель 2 и через отверстие И сливается. После снятия команды на О1у1авление золотник 14 переводит подачу рабочей жидкости в полостьз Сгидроцилиндра 4 и шток 5 ставит механизм в исходное положение. Золотник 17 в свою очередь возвращает гидропривод 16 в исходное положение,. Предложенный механизм управления оплавлением малогабаритный, простой по конструкции, он в значительной степени по1злияет на компановку всей сварочной машины, избавит машину от громоздких узяов, повысит ее производительность. Внедрение одного такого механизма правления оплавлением составит экономию в пределах 1ООО руб. Формула изобретения Механизм управления оплавлением для машин контактной стыковой сварки, содеращий дроссель к привод его вращения, тличающийся тем, что, с елью упрощения конструкции и обеспеченна оптима1гы1ого режима оплавпения с возрастающей скоростью, привод врашедра, на-штоке которого закреплена проу- шина, и рычага, установпенного на вапу дросселя и шарнирно связанного с помошью тяги с упомянутой проушиной, при этом расстояние между осью вала дросселя и осью гидроцилиндра больше суммы вели- S чин расстояния от оси гидроцилиндра до оси шарнира проушины и расстояния от оси дросселя до оси шарнира рычага.
А Г
Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство СССР № 2О311О, кя. В 23 К 11/04, 1962.
2,Авторское свидетельство СССР
№ 350612, кл.в23 К И/О4, 1871.
3,Авторское свидетельство СССР № 192309, кд. В 23 К 11/04, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм управления оплавлением для машин контактной стыковой сварки | 1980 |
|
SU961892A1 |
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки | 1978 |
|
SU745618A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| Машина для контактной стыковой сварки труб | 1982 |
|
SU1222458A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
| Машина для контактной стыковой сварки | 1982 |
|
SU1103971A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1344544A1 |