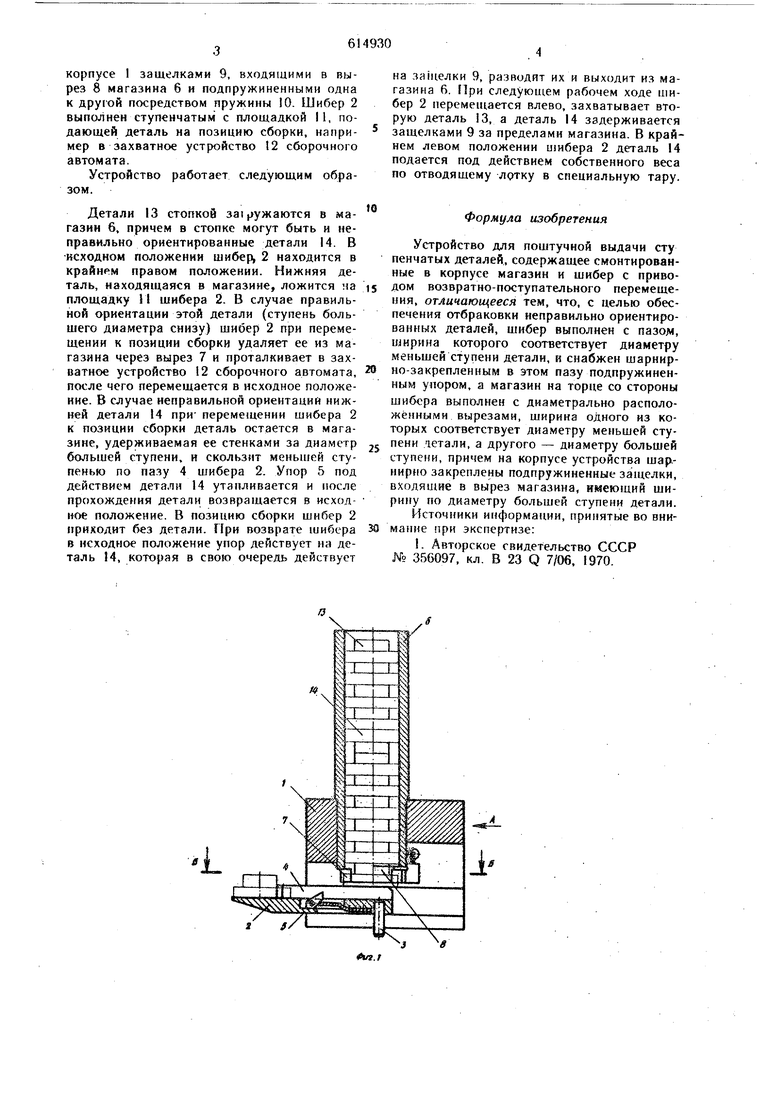
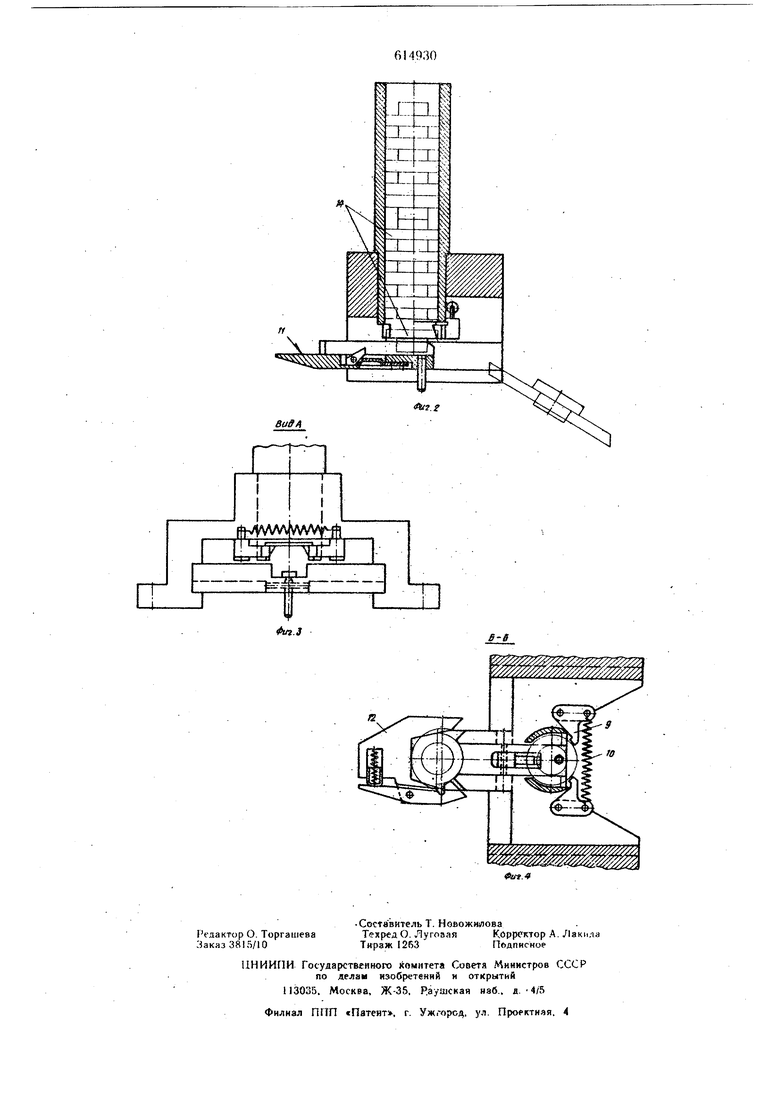
корпусе I защелками 9, входящими в вырез 8 магазина 6 и подпружиненными одна к другой посредством пружины 10. Шибер 2 выполнен ступенчатым с площадкой II, подающей деталь на позицию сборки, например в захватное устройство 12 сборочного автомата.
Устройство работает следующим образом. Детали 13 стопкой за1ружаются в магазин 6, причем в стопке могут быть и неправильно ориентированные детали 14. В исходном положении шибер 2 находится в крайнем правом положении. Нижняя деталь, находящаяся в магазине, ложится на площадку 1 шибера 2. В случае правильной ориентации этой детали (ступень большего диаметра снизу) шибер 2 при перемещении к позиции сборки удаляет ее из магазина через вырез 7 и проталкивает в захватное устройство 12 сборочного автомата, после чего перемещается в исходное положение. В случае неправильной ориентации нижней детали 14 при- перемещении шибера 2 к позиции сборки деталь остается в магазине, удерживаемая ее стенками за диаметр больщей ступени, и скользит меньшей ступенью по пазу 4 шибера 2. Упор 5 под действием детали 14 утапливается и после прохождения детали возвращается в исходное положение. В позицию сборки шибер 2 приходит без детали. При возврате шибера в исходное положение упор действует на деталь И, которая в свою очередь действует
на за1целки 9, разводит их и выходит из магазина 6. Три следующем рабочем ходе шибер 2 перемещается влево, захватывает вторую деталь 13, а деталь 14 задерживается защелками 9 за пределами магазина. В крайнем левом положении шибера 2 деталь 14 подается под действием собственного веса по отводящему лотку в специальную тару. Формула изобретения Устройство для поштучной выдачи сту пенчатых деталей, содержащее смонтированные в корпусе магазин и щибер с приводом возвратно-поступательного перемещения, отличающееся тем, что, с целью обеспечения отбраковки неправильно ориентированных деталей, щибер выполнен с пазол, ширина которого соответствует диаметру меньшей ступени детали, к снабжен шарнирно-закрепленным в этом пазу подпружиненным упором, а магазин на торце со стороны шибера выполнен с диаметрально расположёнными вырезами, ширина одного из которых соответствует диаметру меньшей ступени детали, а другого - диаметру большей ступени, причем на корпусе устройства шар1нирно закреплены подпружиненные защелки, входящие в вырез магазина, имеющий шири1гу по диаметру большей ступени детали. Источники информации, принятые во вниMaime при экспертизе: . Авторское свидетельство СССР № 356097, кл. В 23 Q 7/06. 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для поштучной подачи деталей при комплектовании их с базовыми деталями | 1973 |
|
SU485855A1 |
| Загрузочное устройство | 1985 |
|
SU1256918A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Устройство для деления деталей на потоки | 1981 |
|
SU1085757A1 |
| Устройство для поштучной выдачи плоских деталей | 1983 |
|
SU1144845A1 |
| Устройство для поштучной выдачи деталей на сборку под сварку | 1981 |
|
SU958069A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для установки плоских пружинных колец в наружные канавки цилиндрических деталей | 1980 |
|
SU891061A1 |
| Устройство для поштучной подачи деталей с буртом | 1972 |
|
SU440240A1 |
-1
