(54) ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный валок стана холодной прокатки труб | 1987 |
|
SU1419772A1 |
| СБОРНЫЙ ВАЛОК ПИЛЬГЕРСТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2056958C1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| Валок для холодной прокатки труб | 1980 |
|
SU933139A1 |
| Валок стана холодной прокатки труб | 1976 |
|
SU569340A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
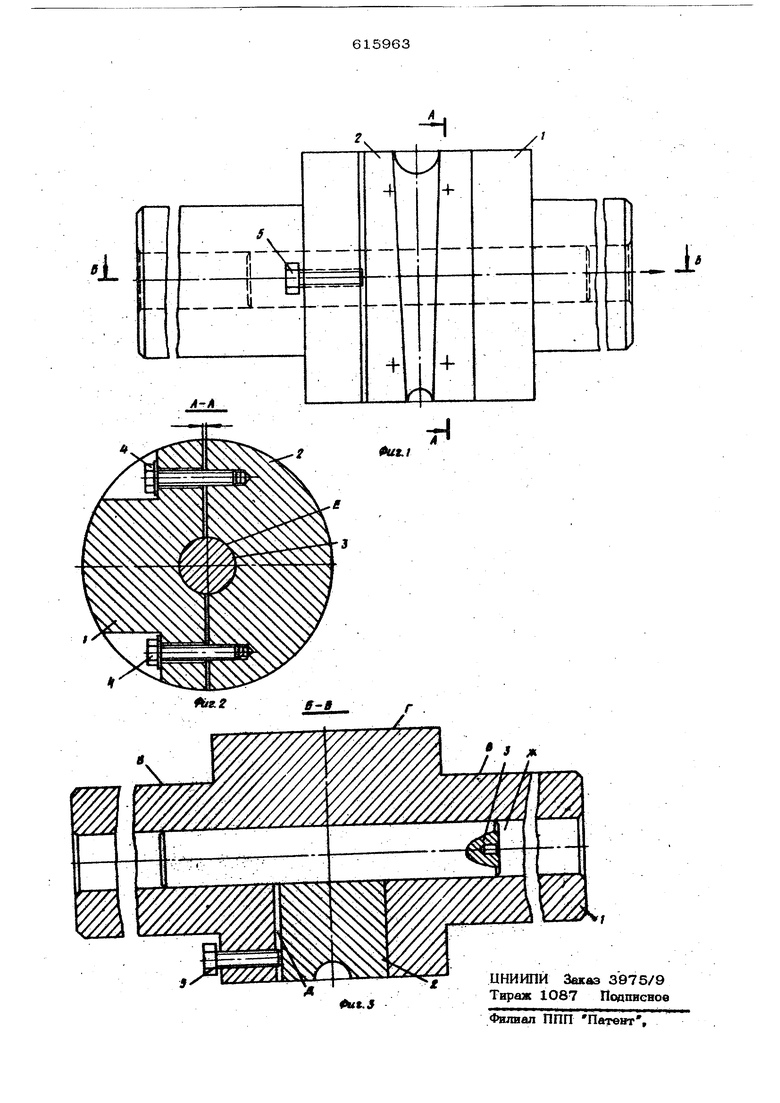
Изобретение относится к трубным инструментам, в частности к валкам, и может быть использовано при холодной прокатке труб. Известен валок для холодной прокатки труб, содержащий вал с эксцентричным буртом и с насаженной на нем утолщенной средней частью в виде лтулки, йме юшей радиальный паз, и установленный в пазу рабочий калибр ;|l. В этом валке тело бочки, выполненное в виде втулки, имеет небольшую протяжен ность и Не является опорой валка, поэтом не может воспринимать напряжения, возникающие при изгибе валка. мТем самым недоиспользуется значительная доля площади поперечного сечения валка в месте приложения наибольшего изгибающего момента. Это приводит к снижению жесткости вапка а следсдаательно, и к снижению качества труб. Наиболее близким техническим решение к предлагаемому является валок для холоДиой прокатки труб, содержащий несущи вал с опооными папАами и vmjtinpHHnft средней частью, в- которой вьшолнен радиальный паз, размещенный в пазу рабочий калибр и вкладьш в виде сегмента, расположенный между опорной повфхностью калибра и плоской опорной поверхностью, выполненной в вырезе несущего вала f2j . Однако валок имеет малую площадь поверхности сопряжения несущего вала, соПрЯженноЙ с вкладышем, вследствие чего передаваемые через вкладыш от калибра к несущему валу, усилия вызывают интенсивный износ поверхностей сопряжения, кроме того, малая длина вкладыша, не выходящая за пределы опорных цапф валка, не способна к восприятию нормальных к поперечному сечению растягиваюших напряжений, возникающих при изгибе, а уменышенное поперечное, сечение в месте выборки под вкладыш приводит к сниженшо несущей способности и жесткости валка. Цепью изобретения является повышение Несущей способности валка. Это достигается тем, что в валке, со РПЖДШ ЧиТ сто/ ггттггй Лагг / -гл -чттт - „ фами и утогаценной средней частью,, имеющей радиальный паз, в котором размешен калибр с цилиндрической опорной поверхностью и вкладыш, установленный между посадочной поверхностью несущего вала и опорной поверхностью калибра, посадочная поверхность несущего вала и вкладыша выполнена цилиндрической, а вкладыш удлинен за торцы утолщенной части несущего вала и с натягом запрессован в его посадочном месте. Благодаря этому увеличивается поверхность сопряжения вкладыща с несу щим валом, упрощается изготовление валка и повышается несушая способность и жесткость валка. На фиг, 1 изображен предлагаемый валок, общий вид; на фиг. 2 - сечение А-Х на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Валок стана холодной прокатки труб вклкадает несущий вал 1, рабочий калибр 2 и вкладыш 3, Несущий вал имеет опорные цапфы В и утолщенную среднюю часть Т, в котороИ вьшолнен радиальный паз Д под калибр 2 с цилиндрической опорной поверхностью Е. Калибр своей опорной поверхностью опирается на цилиндрическя вкладыш 3, под который в несущем вале выполнена цилиндрическая посадочн1ая поверзшрсть, представлякшая собой отверстие Ж. Вкладыш выполнен удлиненнь1М за торцы утолщенной части несущего вала и его хсацы разметены в опорных цайфах В. Прижатие калибра к шщшвдрическому вкладыщу может быть осущесту влено одним из иавествых. способов, Heiйример болтами 4, йшт S в этом случав прижимает калибр в направлении оси валка. Прижатие олтами 4 калибра к опор вой поверхности цилиндрического вкладыша 3 сйеспечивает жесткую фиксацию кв- либра в направлевши пааа нюсужего вала. ВкладБпв является сменной деталью и с нбтйгом задрессован э посадочном месте несущего вала, твердость его может быть больще, чем твердость несущего вала. Диаметр цилиндрического вкладыша, определяющий величину опорной поверхности калибра, может быть рассчитан из условия прочности несущего вала. Длина вкладыща должна быть больше ширины паза под калибр не менее чем на один-два диаметра вкладыща. Во время работы валка при реверсивном вращении его усилие прокатки, приложенное в любой точке длины ручья калибра воспринимается цилиндрическим вкладышем, имеющим болыыую опорную поверхность, а жесткая фиксация калибра в направлении оси паза исключает перемещения калибра относительно несущего ьала. Формула изобретения Валок д/и холодной прокатки труб, содержащий несущий вал с опорными цапфами и утолщенной средней частью, имеющей радиальный паз, в котором размещай калибр с цилиндрической опорной поверхностью и вкладыш, установленный между посадочной поверхностью несущего вала и опорной поверхностью калибра, о т л и ч а ю ш и и с я тем, что, с целью повышения несущей способности валка, посадочная поверхность несущего вала и вкладыша выполнена цилиндрической, при этом вкладъпп удлинен за торцы утолщеиной части несущего вала и с натягом звпрессоваи в его посадочном месте. Источники информации, принятые во внимание при экспертизе: 1. № 2О85221/22-О2, кл. В 21 В 21/02, 1974. 2,Королев А. А, Механическое оборудование прокатных цехов, Металлург, издат, с. 434-435, 4«r. 342, 344, 1059..
