(54) ШТАМП УНИВЕРСАЛЬНЫЙ ГИБОЧНЫЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп гибочный универсальный | 1976 |
|
SU584935A1 |
| Гибочный штамп | 1979 |
|
SU852409A1 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| Узел пуансона гибочного штампа | 1987 |
|
SU1523221A1 |
| Универсальный гибочный штамп | 1986 |
|
SU1409376A1 |
| Штамп для гибки | 1986 |
|
SU1315079A1 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Гибочный штамп | 1982 |
|
SU1061887A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |

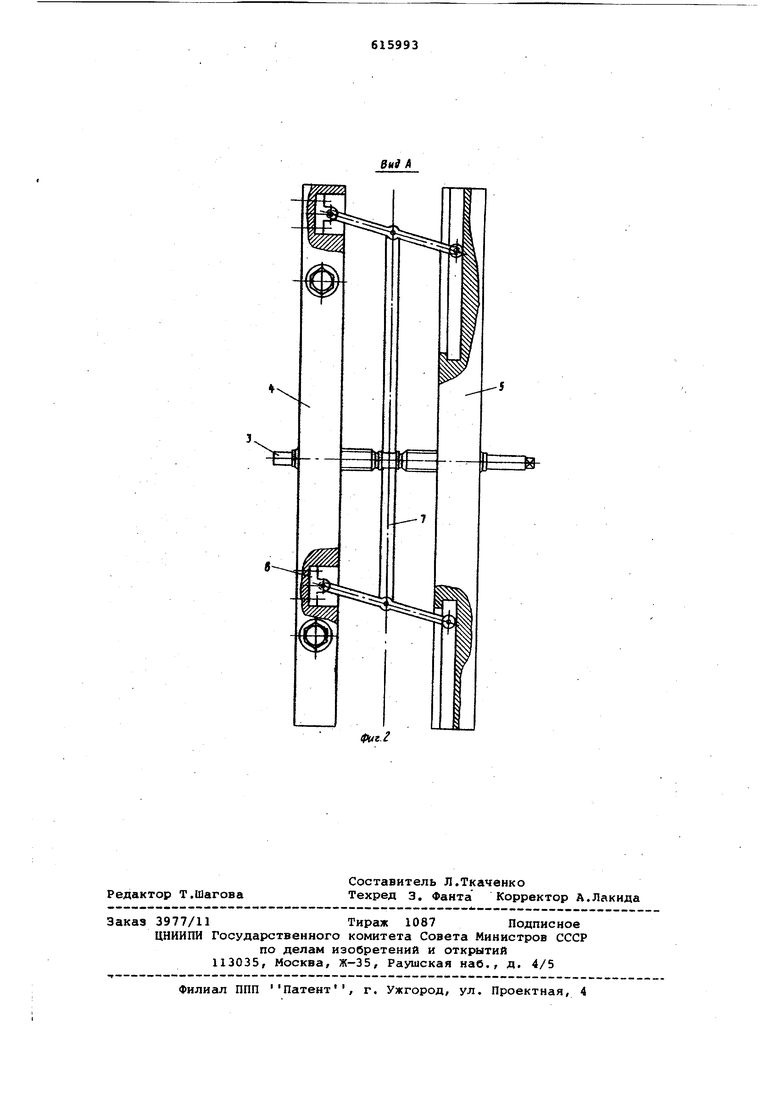
Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки. Известен штамп универсальный гибочный, содержащий закрепленный на верхней плите сменный пуансон и закрепленные на нижней плите с возмож ностью регулировочного перемещения левую и правую полуматрицы ij . Недостатком известного штампа яв ляется его повьлиенная металлоемкост при использовании его для крупногабаритных деталей. Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп универ сальный гибочный, содержащий верхню плиту с закрепленными, на ней с возможностью взаимного регулирования перемещения левым и правым полупуан сонами и нижнюю плиту с аналогично закрепленными полуматрицами 2j. Однако в известном штампе для обеспечения гибки крупногабаритных деталей требуется дополнительное вр мя на установку параллельности полу пуансонов . Для повышения точности установки полупуансонов предлагаемый штамп снабжен механизмом корректировки по ложения полупуансонов, выполненным в виде двух параллельных рычагов, снабженных с одной стороны роликами и установленных в выполненном продольном пазу одного из полупуансоноа а с другой стороны шарнирно закрепленных на другом полупуансоне, и тяги, шарнирно соединенной с серединой рычагов. На фиг. 1 изображен предлагаемый штамп, общий вид на фиг. 2 показан вид по стрелке А на фиг. 1. Штамп состоит из верхней плиты 1 и нижней плиты 2. На верхней плите 1 установлены перемещающиеся от винта 3 левый полупуансон 4 и правый полупуансон 5. Между ними расположены рычаги 6, середины которых соединены шарнирно тягой 7, обеспечивающей их параллельность. Одними концами рычаги 6 шарнирно связаны с левым полупуансоном 4 при помощи вилок 8, другие их концы имеют ролики 9, перемещающиеся по продольным пазам правого полупуансона 5. На нижней плите 2 расположены левая полуматрица 10 и правая полуматрица 11, перемещающиеся винтом 12. Для обеспечения фиксации полуматриц 10, 11 на определенный размер гибки. на нижней плите 2 имеются установочHfcje болты 13. Левая полуматрица 10 скреплена с уголком 14, на котором установлен регулируемый упор 15. Уголок 14 имеет шпонку 16, обеспечивающую параллельное перемещение упора 15, Между полуматрицами расположен выталкиватель 17, обеспечивающий прижим заготовки и съем детали. Выталкиватель 17жестко связан с траверсой 18, которая в свою очередь связана с буфер ным устройством 19.. Нальдка штампа для гибки деталей определенных размеров производится следующим образом. Между полуматрицами на траверсу 18устанавливают выталкиватель 17. Затем винтом 12 .и установочными болтами 13 матрицу настраивают на необходимый размер и фиксируют. После чего винтом 3 настраивают пуансон. При сближении и отделении полупуансо нов относительно друг, руга концы рычагов, шарнирно закрепленные на ле вом полупуансоне, поворачиваются, а другие их концы при помощи роликов „,..- ..-- .,- 9 перемещаются по пазам правого полу пуансона 5, обеспечивается параллель ность левого и правого полупуансонов 4, 5. После окончания наладки штампа за готовку кладут на матрицу до упора 15, опускают ползун вместе с верхней плитой 1 и полупуансонами 4 и 5 и производят гибку, а после подъема . ползуна удаляют деталь. Формула изобретения Штамп универсальный гибочный, содержащий полупуансоны, закрепленные на верхней плите с возможностью регулировки их положения относительно друг друга, отличающийся тем, что, с целью повышения точности установки полупуансонов, он снабжен механизмом корректировки их положения, выполненным в виде двух параллельных рычагов, снабженных с одной стороны роликами и установленных в продольном пазу выполненном в одном из полупуансонов, а. с другой стороны шарнирно закрепленных на другом полупуансоне, и тяги, шарнирно соединенной с серединой рычагов. Источники информации, принятые во внимание при экспертизе: 1. Фойгельман. Альбом конструкции универсальных штампов, блоков и узлов для холодной штамповки. М., Машиностроение, 1965, с. 65. 2. Богданов В.М. Штамповка деталей по элементам в мелкосерийном производстве. М. -Л. , Машгиз, 1963, с. 85, 86, фиг, 56.
Фиг 2
