Изобретение относится к области обработки металлов давлением, в част ности, к способам изготовления кольцевых поковок. Известен способ изготовления коль цевых поковок, включающий установку кольцевой заготовки на оправку, пред варительное формообразование и окончательное формообразование раскаткой фигурным бойком 1. Недостатком известного способа из готовления кольцевых поковок является ограничение технологических возмо ностей и низкое качество готового изделия. Целью изобретения является расширение технологических возможностей путем обеспечения изготовления кольц вых поковок с кольцевым выступом по внутренней поверхности и соответствующей ему впадиной и повышение качества готового изделия. Указанная цель достигается за счет того, что в способе изготовления кольцевых поковок, включающем установку кольцевой заготовки на оправку, предварительное формообразование и окончательное формообразование раскаткой фигурным бойком,one-. рации предварительного и окончательного формообразования выполняют на оправке с кольцевым ручьем, а кольцевую впадину на наружной поверхнос ти формируют выдавливанием металла фигурным бойком в полость ручья оправки , а при предварительном формообразовании заготовку раскатывают до величины внутреннего диаметра, превышающего максимальный диаметр оправки. При предварительном формообразовании плоским бойком формируют по внутренней поверхности кольцевой выступ высотой 0,2-0,3 высоты кольцевого выступа по внутренней поверхности готового изделия. Перед предварительным формообразованием кольцевую заготовку обжимают фигурйым бойком.
Предлагаемый способ изготовления кольцевых поковок поясняется мертежами.
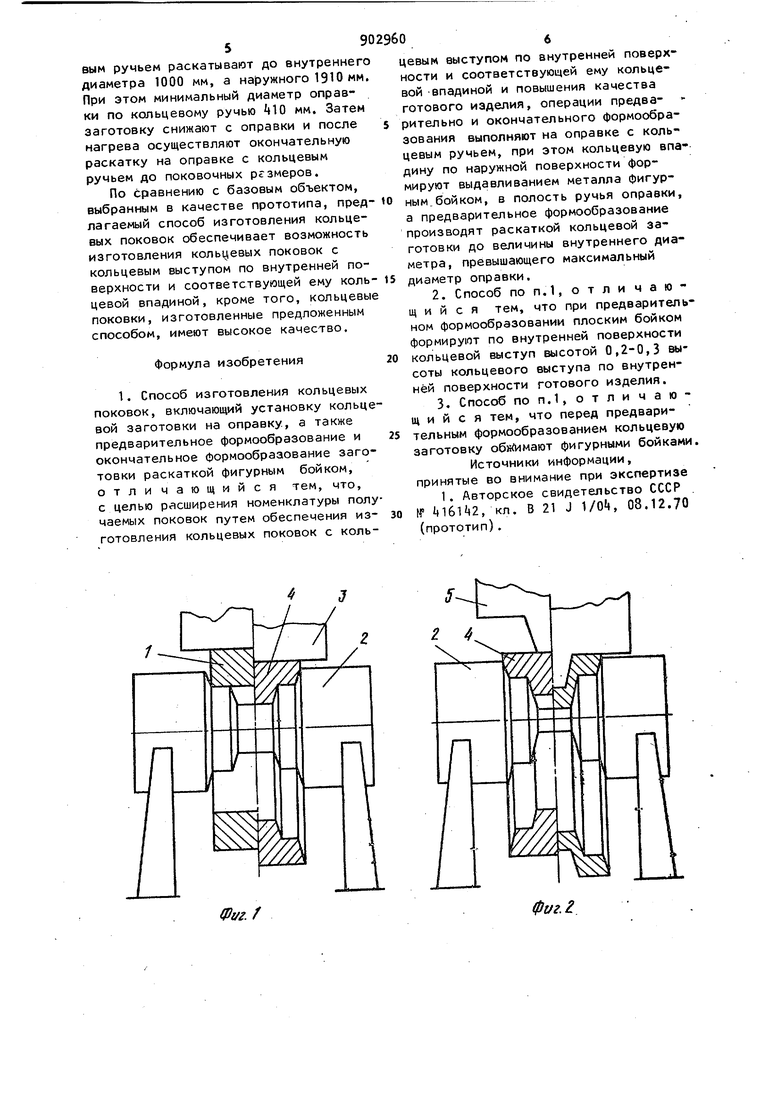
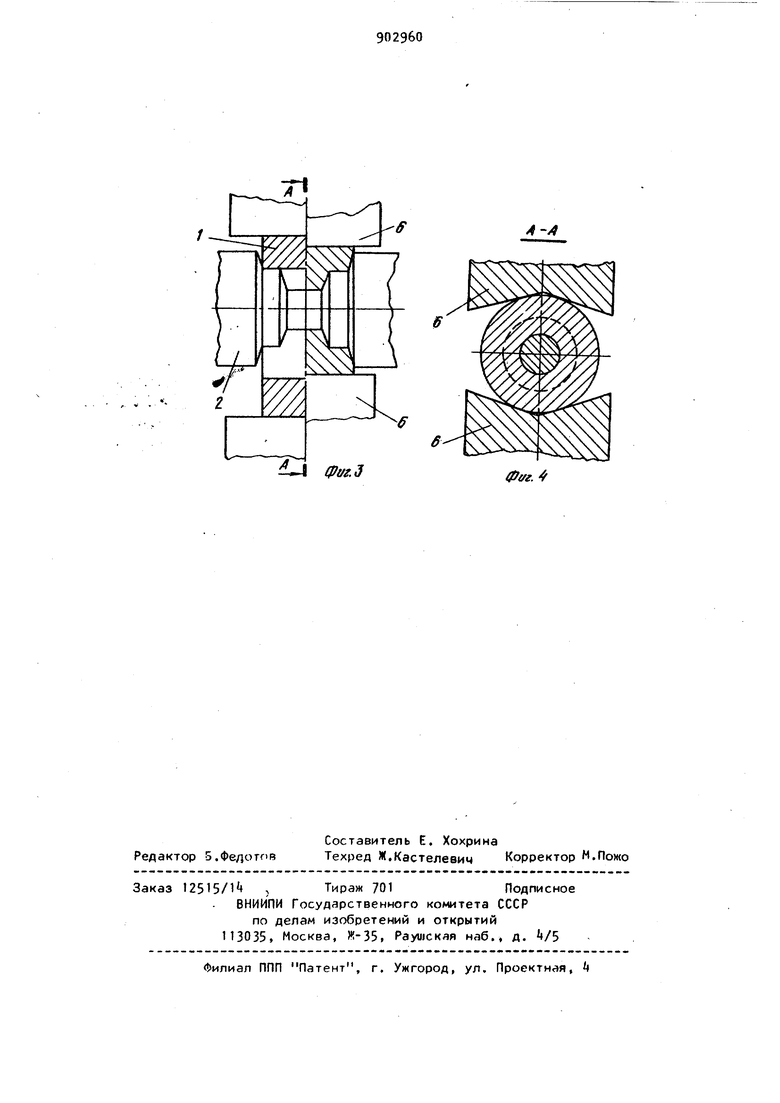
На фиг. 1 дана схема устройства, осуществляющего способ в момент предварительного формообразования, при котором плоским бойком формируют по внутренней поверхности кольцевой выступ высотой 0,2-0,3 высоты кольцевого выступа по внутренней поверхности готового изделия; на фиг. 2 то же, в момент формирования кольцевой впадины по наружной поверхности выдавливанием металла фигурным бойком в полость ручья оправки;нафиг.З то же, в момент обжатия кольцевой заготовки фигурными бойками; на фиг, t - разрез А-Д на фиг.З. Способ изготовления кольцевых поковок осуществляется следующим образом. Кольцевую заготовку 1 одевают на поправку с кольцевым ручьем 2. ЗагоiTOBKa предварительно центрируется боковыми стенками ручья. Затем плосКИМ бойком 2 формируют по внутренней поверхности кольцевой выступ высотой 0,2-0,3 высоты кольцевого выступа по внутренней поверхности готового изделия. При высоте кольцевого высту па йенее 0,2 высоты кольцевого высту па по внутренней поверхности поковки нарушается центрирование заготовки во втором ручье, а более0,3 высоты В1:ступа поковки - значительно сокращается-объем полости ручья оправки, заполняемой при окончательной раскатке. После этого производят окончательное формообразование. Затем полуфабрикат k с предварительно оформленным выступом, центрируют в ручье 5 по выступающей части профиля, что обеспечивает точность выполнения профиля поковки, и раскатывают фигурным бойком 6, формируя уступ по внутренней поверхности поковки выдавливанием металла в полост ручья. Выдавливание металла в полость ручья обеспечивается подпором металла во фланце, то есть ручей оправки проектируемого с ограничением течения металла в ширину заготовки. Это позволяет получать глубокую полость (уступ) в вредней части профиля по наружной поверхности, высокий выступ во внутренней Поверхности поковки с малой величиной вытяжки заготовки по диаметру. Исследования процесса показали, что высота выступающей части профиля в ручье, равная 0,2-0,3 высоты выступа поковки, обеспечивает надежное центрирование заготовки ручья и оптимальное ведение процесса выдавливания металла в полость ручья. При этом за счет интенсивного сдвига металла от наружной поверхности заготовки к внутренней происходит в некоторых случаях даже уменьшение внутреннего диаметра заготовки. Наиболее эффективно применение данного способа при раскатке поковок, у которых объем металла, выдавливаемыи при формировании уступа по наружной поверхности равен объему металла, необходимого для формирования выступа по внутренней поверхности . Можно также перед предварительным формообразованием кольцевую заготовку 1 обжимать фигурными бойками 7, а предварительное формообразование производить путем раскатки заготовки до величины внутреннего диаметра,превышающего максимальный диаметр оправки . Пример 1. Слиток массой 20 т стали 08ГДНФ биллетируют с обрубкой прибыли и поддона, после чего производят осадку до высоты мм. При этом диаметр заготовки равен 1800 мм. Затем заготовки прошивают полым прошивнем диаметром 700 мм. Затем заготовку на оправке с кольцевым ручьем раскатывают до внутреннего диаметра 1000 мм, а наружного - 1910 мм. При этом формируют по внутренней поверхности выступ высотой 70 мм. Заготовку затем с иимают с оправки и после нагрева осуществляют окончательную раскатку на оправке с кольцевым ручьем до поковочных размеров. При этом минимальный диаметр оправки по кольцевому ручью 10 мм. I П р и м е р 2. Слиток массой 20 т из стали ОЗГДНФ биллетируют с обрубкой прибыли и поддона, после чего производят осадку до высоты мм. При этом диаметр заготовки равен 1800 мм. Затем полым прошивнем диаметром 700 мм прошивают заготовку. После нагрева осуществляют обжатие заготовки на оправке с кольцевым ручьем до наружного диаметра 1бОО мм. После этого формируют по внутренней поверхности выступ высотой 70 мм. Затем заготовку на оправке с кольцевым ручьем раскатывают до внутреннег диаметра 1000 мм, а наружного 1910 мм При этом минимальный диаметр оправки по кольцевому ручью jlO мм. Затем заготовку снижают с оправки и после нагрева осуществляют окончательную раскатку на оправке с кольцевым ручьем до поковочных ргзмеров. По сравнению с базовым объектом, выбранным в качестве прототипа, пред лагаемый способ изготовления кольцевых поковок обеспечивает возможность изготовления кольцевых поковок с кольцевым выступом по внутренней поверхности и соответствующей ему коль цевой впадиной, кроме того, кольцевы поковки, изготовленные предложенным способом, имеют высокое качество. Формула изобретения 1. Способ изготовления кольцевых поковок, включающий установку кольце вой заготовки на оправку, а также предварительное формообразование и окончательное формообразование заготовки раскаткой фигурным бойком, отличающийся тем, что, с целью расширения номенклатуры полу чаемых поковок путем обеспечения изготовления кольцевых поковок с кольцевым выступом по внутренней поверхности и соответствующей ему кольцевой впадиной и повышения качества готового изделия, операции предварительно и окончательного формообразования выполняют на оправке с кольцевым ручьем, при этом кольцевую впадину по наружной поверхности формируют выдавливанием металла фигурным.бойком, в полость ручья оправки, а предварительное формообразование производят раскаткой кольцевой заготовки до величины внутреннего диаметра, превышающего максимальный диаметр оправки. 2.Способ ПОП.1, отли чающийся тем, что при предварительном формообразовании плоским бойком формируют по внутренней поверхности кольцевой выступ высотой 0,2-0,3 высоты кольцевого выступа по внутренней поверхности готового изделия. 3.Способ по п.1, отли чающий с я тем, что перед предварительным формообразованием кольцевую заготовку обк имают фигурными бойками. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР . № , кл. В 21 J 1/0, 08.12.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1980 |
|
SU889250A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Способ изготовления полых поковок с коническим раструбом | 1982 |
|
SU1072977A1 |
| Устройство для раскатки кольцевых поковок | 1981 |
|
SU1006033A1 |
| Способ изготовления кольцевых поковок | 1977 |
|
SU733829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
Фиг. /
фиг. I
(риг.З
4ф1/г.
