Изобретение относится к заготовительным производствам машиностроительных заводов, в частности к оборудованию для резки проката.
Известен штамп для резки проката сдвигом с осевым подпором, содержащий подвижную верхнюю и неподвижную нижнюю плиты, основную и дополнительную втулочные матрицы, смонтированные в индивидуальных корпусах, механизм создания осевого подпора и выталкиватель 1.
Целью изобретения является повышение надежности штампа в работе и улучшение качества получаемых заготовок.
Для этого предлагаемый штамп для резки проката снабжен клином, неподвижно установленным на нижней плите, корпус основной матрицы выполнен в виде клиновой ползушки, контактирующей с клином, на корпусе основной матрицы со стороны дополнительной матрицы выполнены направляющие пазы под дополнительную матрицу, установленную в соответствующем корпусе с возможностью перемешения вдоль оси разрезаемого проката, а механизм создания осевого подпора выполнен в виде пуансона, смонтированного на верхней плите штампа.
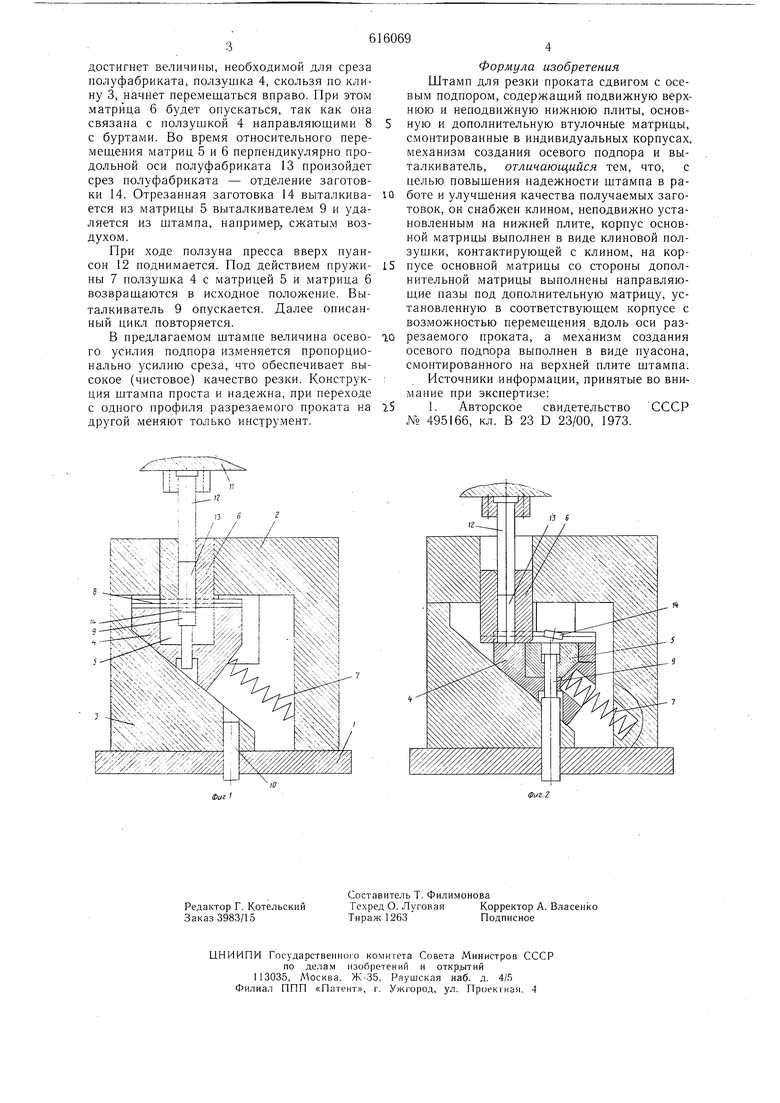
На фиг. 1 изображен предлагаемый штамп для резки проката, разрез, до начала резки; на фиг. 2 - то же, после отрезания заготовки.
На нижней плите 1 штампа установлены корпус 2 и клин 3. Корпус 2 опирается одной плоскостью на плиту 1, а другой - на клин 3, при этом корпус 2, клин 3 и плита 1 взаимно жестко скреплены. В клиновой ползушке 4, расположенной между корпусом 2 и клином 3, смонтирована основная втулочная матрица 5. Дополнительная втулочная матрица 6 установлена в корпусе 2 по ходовой посадке. На ползушке 4, подпертой пружиной 7, выполнены направляющие 8, связывающие ползушку с матрицей 6. В матрице 5 находится выталкиватель 9, а в клине 3 - толкатель 10. На верхней плите 11 закреплен пуансон 12, рабочая часть которого проходит через центральное отверстие матрицы 6.
Штамп работает следующим образом.
Нри ходе ползуна пресса вниз пуансон 12 входит в матрицу 6 и давит своим торцом на полуфабрикат 13. Часть полуфабриката, которая должна быть отрезана, заходит в матрицу 5. Пуансон 12 производит также давление на клин 3. Когда сдвигающее усилие
достигнет величины, необходимой для среза полуфабриката, ползушка 4, скользя по клину 3, начнет перемещаться вправо. При этом матрица 6 будет опускаться, так как она связана с ползушкой 4 направляющими 8 с буртами. Во время относительного перемещения матриц 5 и 6 перпендикулярно продольной оси полуфабриката 13 произойдет срез полуфабриката - отделение заготовки 14. Отрезанная заготовка 14 выталкивается из матрицы 5 выталкивателе.м 9 и удаляется из щтампа, например сжатым воздухом.
При ходе ползуна пресса вверх пуансон 12 поднимается. Под действием пружины 7 ползущка 4 с матрицей 5 и матрица 6 возвращаются в исходное положение. Выталкиватель 9 опускается. Далее описанный цикл повторяется.
В предлагаемом штампе величина осевого усилия подпора изменяется пропорционально усилию среза, что обеспечивает высокое (чистовое) качество резки. Конструкция штампа проста и надежна, при переходе с одного профиля разрезаемого проката на другой меняют только инструмент.
Формула изобретения Штамп для резки проката сдвигом с осевым подпором, содержащий подвижную верхнюю и неподвижную нижнюю плиты, основную и дополнительную втулочные матрицы, смонтированные в индивидуальных корпусах, механизм создания осевого подпора и выталкиватель, отличающийся тем, что, с целью, повышения надежности штампа в работе и улучшения качества получаемых заготовок, он снабжен клином, неподвижно установленным на нижней плите, корпус основной матрицы выполнен в виде клиновой ползушки, контактирующей с клином, на корпусе основной матрицы со стороны дополнительной матрицы выполнены направляющие пазы под дополнительную матрицу, установленную в соответствующем корпусе с возможностью перемещения вдоль оси разрезаемого проката, а механизм создания осевого подпора выполнен в виде пуасона, смонтированного на верхней плите щтампа. Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 495166, кл. В 23 D 23/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выталкивания | 1977 |
|
SU680911A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
