(54) СПОСОБ СТАБИЛИЗАЦИИ РАССТОЯНИЯ ГОРЕЛКИ ОТ ПОВЕРХНОСТИ ИЗДЕЛИЯ
ее от поверхности металла, а следовательно, и вылет электродной проволоки из мундштука не достигнет номинальной величины. При сварке «на подъем .уменьшается освещенность фотоэлемента, направленного на область дуги, граничащей со свариваемым металлом. В данном случае система стабилизации поднимает сварочную горелку. По достижении номинального расстояния от поверхности металла подъем горелки прекращается.
Однако существующий способ стабилизации не позволяет получать одинаковую точность при сварке «на спуск и «на подъем. При сварке «на подъем системой стабилизации выдерживается собственно расстояние горелки от поверхности металла, причем отклонение этого расстояния от номинального значения равно ощибке системы стабилизации. При сварке «на спуск системой стабилизации выдерживается вылет электродной проволоки. Поскольку в процессе сварки «на спуск при увеличении против номинального расстояния горелки от поверхности металла одновременно увеличиваются вылет электродной проволоки и длина дуги, отклонение этого расстояния от номинального значения превышает ошибку системы стабилизации и равно сумме отклонений вылета электродной проволоки и длины дуги. Поэтому точность стабилизации по данному способу при сварке «на спуск ниже, чем «на подъем и качество сварного соединения онределяется точностью стабилизации при сварке «на спуск.
Цель изобретения - улучшение качества шва за счет повышения точности стабилизации при сварке «на спуск.
Для этого второй сигнал снимают с области, смежной с упомянутой и расположенной ближе к середине столба дуги.
Реализация предлагаемого способа позволяет повысить точность слежения при сварке «на спуск и, как следствие, качество сварного щва.
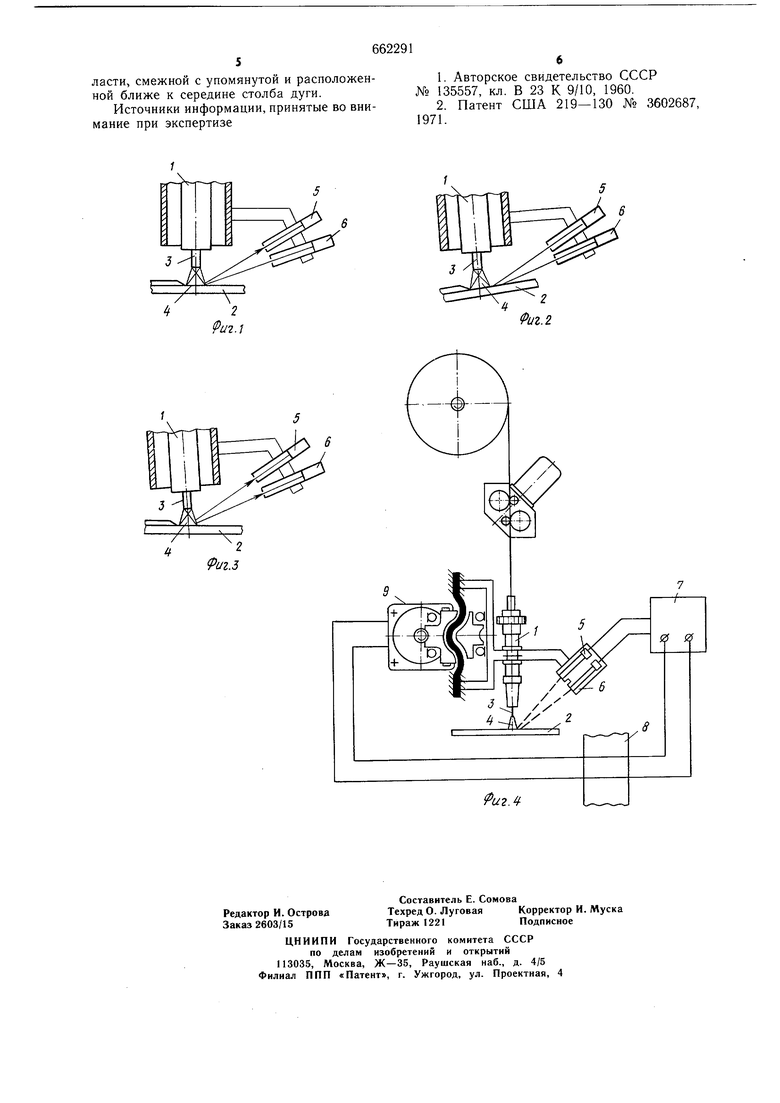
На фиг. 1 схематически изображен принцип стабилизации расстояния от горелки до поверхности металла при сварке с неизменным расстоянием до металла; на фиг. 2 - то же, при сварке «на подъем ; на фиг. 3 - то же, при сварке «на спуск ; на фиг. 4 - схема устройства для стабилизации расстояния горелки от поверхности изделия.
Для стабилизации расстояния горелки от поверхности свариваемого металла по предлагаемому способу оба световых сигнала снимают с области дуги, примыкающей к сварочной ванне. Причем область дуги, непосредственно граничащая со свариваемым металлом, имеет менее яркое свечение по сравнению со смежной областью, расположенной ближе к середине столба.
При номинальном расстоянии (см. фиг. 1) горелки 1 от поверхности свариваемого
металла 2 верхний фотодатчик 5, направленный на участок дуги, приближенный к середине столба, освещен выше порогового значения. Нижний фотодатчик 6, направленный на участок дуги, непосредственно граничащий с расплавленным металлом, освещен ниже порогового значения. При этом сигнал на выходе логического устройства 7 отсутствует.
При сварке «на подъем (см. фиг. 2 ) уменьщается расстояние горелки 1 с электродом 3 и фотодатчиков 5 и 6 от поверхности свариваемого металла 2, дуга 4 «поднимается, верхний фотодатчик 5 оказывается направленным на участок дуги, непосредственно граничащий со свариваемым металлом, а при резком подъеме дуги 4 даже на разогретую прилегающую к дуге поверхность свариваемого металла 2 оба фотодатчика 5 и 6 освещаются ниже порогового значения. В этом случае с логического устройства 7 на систему стабилизации 8 поступает
0 сигнал, заставляющий систему стабилизации через ее исполнительный механизм 9 поднимать сварочную горелку 1 вверх, пока расстояние горелки 1 от поверхности свариваемого металла 2 не достигнет номинального значения.
При сварке «на спуск (см. фиг. 3) увеличивается расстояние горелки 1 и фотодатчиков 5 и 6 от поверхности свариваемого металла 2, дуга 4 «опускается, нижний фотодатчик 6 оказывается направленным
0 на участок дуги, приближенный к середине столба, вследствие чего он освещается выше порогового значения. Когда оба фотодатчика 5 и 6 освещены выще порогового значения, система стабилизации опускает сварочную горелку 1. По достижении положения, когда нижний фотодатчик 6 освещен ниже порогового значения, а верхний фотодатчик 5 освещен выше порогового значения, система стабилизации прекращает движение горелки 1.
Предлагаемый способ позволяет более чем в три раза повысить точность стабилизации расстояния горелки от поверхности металла при сварке «на спуск и тем самым повысить качество сварочного соединения за счет лучщего формирования шва и исключения непроваров или прожогов.
Формула изобретения
Способ стабилизации расстояния горелки от поверхности изделия с двумя управляющими световыми сигналами, при котором один из управляющих световых сигналов снимают с области дуги, примыкающей к сварочной ванне, отличающийся тем, что, с целью улучшения качества щва за счет повышения точности стабилизации при сварке «на спуск, второй сигнал снимают с области, смежной с упомянутой и расположенной ближе к середине столба дуги.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 135557, кл. В 23 К 9/10, 1960.
2.Патент США 219-130 № 3602687, 1971.
Pui.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ОТКРЫТЫХ ПЛОЩАДКАХ | 2016 |
|
RU2643757C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1981 |
|
SU1000203A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| Способ регулирования процесса дуговой сварки | 1982 |
|
SU1134327A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
