Изобретение относится к области пайки. Известны устройства для пайки, обеспечивак щие непрерывную подачу деталей в зону нагрева с помощью конвейера 1.
Скорость подачи при этом постоянная и выбирается из условия завершения процесса пайки к моменту выхода деталей из зоны нагрева, а температура запаянного изделия в момент удаления его с конвейера зависит от длины отрезка пути между зоной нагрева и точкой падения изделия с конвейера. Практика пайки твердосплавных резцов для бурового инструмента показывает, что время, необходимое для завершения процесса пайки, непостоянно, его колебания зависят от многих факторов. Поэтому устройства с непрерывной подачей не обеспечивают стабильное качество пайки. Кроме того, они обладают рядом других недостатков: затруднена возможность применения фотоэлектрических пирометров для контроля и регулирования температуры, сложна конструкция приводного устройства, которое должно обеспечивать плавное регулирование скорости и др.
Этих недостатков лишены устройства, обеспечивающие периодическую подачу деталей в зону нагрева также с помощью конвейера. Б этом случае процесс пайки не зависит от скорости перемещения деталей и может контролироваться визуально или с помощью приборов. Температура запаянных изделий в момент их свободного падения
с конвейера будет уже не постоянной, а колеблющейся в зависимости от времени пайки последующей детали. При пайке твердосплавных резцов с последующей закалкой державки это явление недопустимо, так как выдача запаянных резцов с конвейера в закалочный бак должна осуществляться при строго определенной температуре резца - температуре закалки.
Известно устройство для пайки 2, содержащее конвейер с гнездами для деталей, индуктор, закалочный бак и приводной механизм с рычагом-сбрасывателем.
Оно также имеет ряд недостатков: затруднительна установка контролирующих приборов, скорость перемещения деталей при их нагреве и охлаждении одинакова. Целью изобретения является обеспечение необходимой технологической температуры закалки.
Поставленная цель достигается благодаря тому, что в предлагаемом устройстве
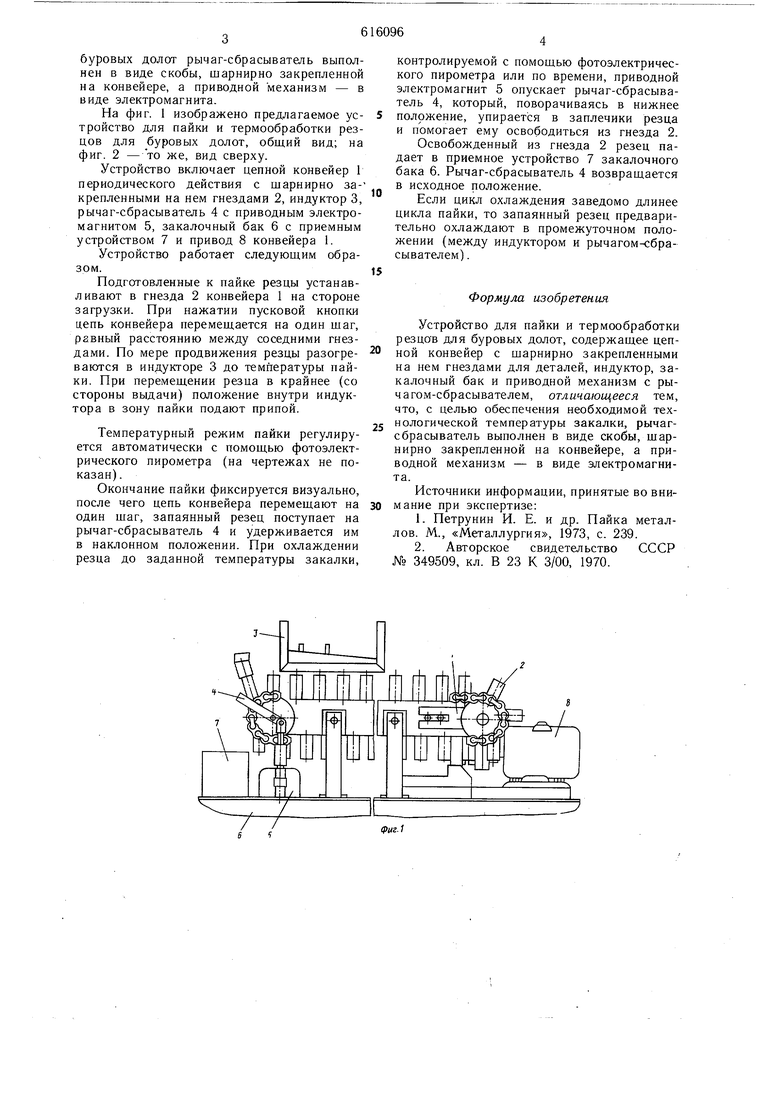
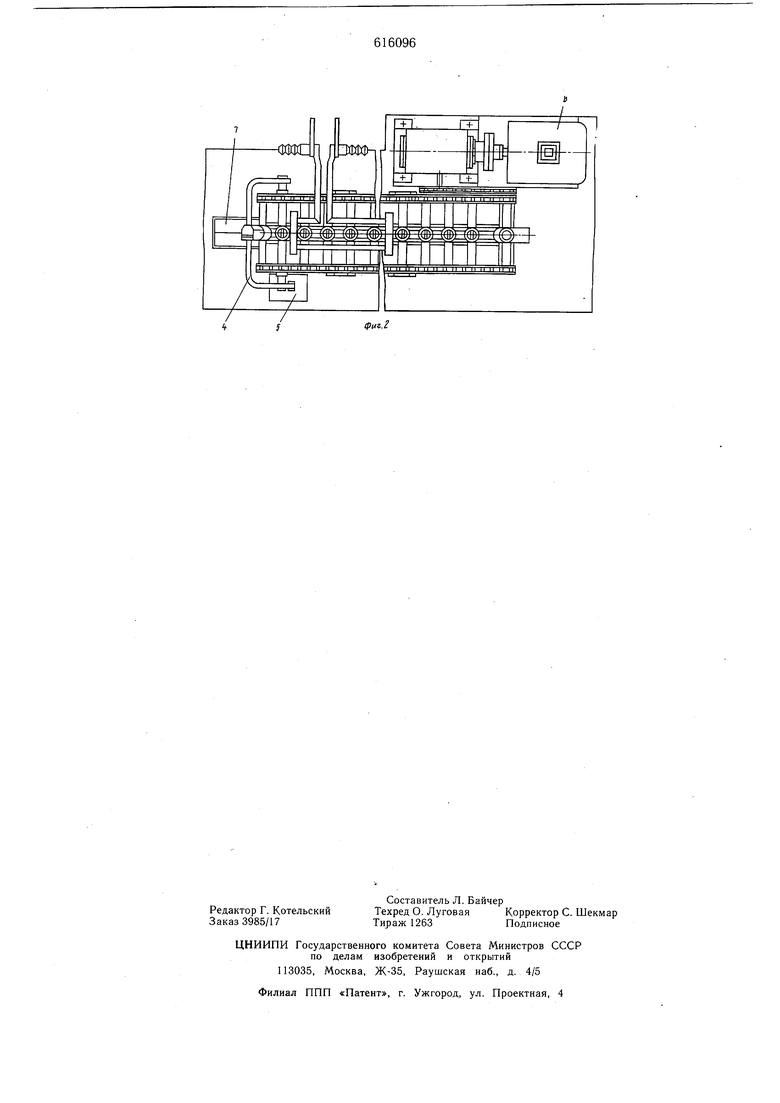
для пайки и термообработки резцов для буровых долот рычаг-сбрасыватель выполнен в виде скобы, шарнирно закрепленной на конвейере, а приводной механизм - в виде электромагнита. На фиг. 1 изображено предлагаемое устройство для пайки и термообработки резцов для буровых долот, общий вид; на фиг. 2 -то же, вид сверху. Устройство включает цепной конвейер 1 периодического действия с щарнирно закрепленными на нем гнездами 2, индуктор 3, рычаг-сбрасыватель 4 с приводным электромагнитом 5, закалочный бак 6 с приемным устройством 7 и привод 8 конвейера 1. Устройство работает следующим образом. Подготовленные к пайке резцы устанавливают в гнезда 2 конвейера 1 на стороне загрузки. При нажатии пусковой кнопки цепь конвейера перемещается на один щаг, равный расстоянию между соседними гнездами. По мере продвижения резцы разогреваются в индукторе 3 до температуры пайки. При перемещении резца в крайнее (со стороны выдачи) положение внутри индуктора в зону пайки подают припой. Температурный режим пайки регулируется автоматически с помош.ью фотоэлектрического пирометра (на чертежах не показан). Окончание пайки фиксируется визуально, после чего цепь конвейера перемещают на один шаг, запаянный резец поступает на рычаг-сбрасыватель 4 и удерживается им в наклонном положении. При охлаждении резца до заданной температуры закалки. контролируемой с помощью фотоэлектрического пирометра или по времени, приводной электромагнит 5 опускает рычаг-сбрасыватель 4, который, поворачиваясь в нижнее положение, упирается в заплечики резца и помогает ему освободиться из гнезда 2. Освобожденный из гнезда 2 резец падает в приемное устройство 7 закалочного бака 6. Рычаг-сбрасыватель 4 возвращается в исходное положение. Если цикл охлаждения заведомо длинее цикла пайки, то запаянный резец предварительно охлаждают в промежуточном положении (между индуктором и рычагомч брасывателем). Формула изобретения Устройство для пайки и термообработки резцов для буровых долот, содержащее цепной конвейер с щарнирно закрепленными на нем гнездами для деталей, индуктор, закалочный бак и приводной механизм с рычагом-сбрасывателем, отличающееся тем, что, с целью обеспечения необходимой технологической температуры закалки, рычагсбрасыватель выполнен в виде скобы, щарнирно закрепленной на конвейере, а приводной механизм - в виде электромагнита. Источники информации, принятые во внимание при экспертизе: 1.Петрунин И. Е. и др. Пайка металлов. М., «Металлургия, 1973, с. 239. 2.Авторское свидетельство СССР № 349509, кл. В 23 К 3/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева цилиндрических деталей | 1980 |
|
SU937525A1 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
| Способ индукционной пайки твердосплавного инструмента | 1980 |
|
SU961904A1 |
| Линия для пайки | 1986 |
|
SU1433665A1 |
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
| УСТРОЙСТВО для ВЫСО'КОЧАСТОТНОЙ ПАЙКИ и ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1969 |
|
SU249909A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| УСТРОЙСТВО для ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU311714A1 |
| АЛМАЗНОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЗЦОВ | 2013 |
|
RU2536901C2 |
в ч
