1
Изобретение относится к общему машиностроению, конкретно к средствам механизации сборочных работ.
Известны эксплуатирующиеся на ряде путевых машинных станций технологические линии для комплектовки закладных деталей верхнего строения пути, содержащие цепные конвейеры с закрепляемыми на них стаканами для болтов и механизм завинчивания гаек I.
Однако при использовании таких линий требуется значительный объем ручных работ.
Известен также автомат для сборки винта с гайкой, содержащий вращающийся без останова стол в виде карусели, на котором по окружности через каждые 120° установлены статоры асинхронных двигателей с размещенными в них втулками-роторами с щестигранными отверстиями под гайки. Винты и гайки подаются в зону свинчивания из вибробункеров 2.
Это устройство не приспособлено для комплектовки болта до его свинчивания с гайкой рядом других деталей: изолирующей втулкой, плоской и пружинной щайбами.
Целью изобретения является повыщение производительности труда при свинчивании
закладных болтов с гайками и одновременной комплектовкой каждого болта изолирующей втулкой и щайбами.
Цель достигается б.тагодаря тому, что устройство для комплектовки болтов, содержащее станину с копирами, вращающуюся от привода карусель с толкателями, взаимодействующими с копирами и захватывающими механизмами, согласно изобретению снабжено подпружиненным сектором, щарнирно закрепленным на станине, и магазинами для комплектующих деталей с периодическим поворотным приводом. При этом каждый захватывающий механизм выполнен в виде двух подпружиненных рычагов, свободно охватывающих комплектуемые болты, головки которых размещены в пазах, имеющихся на верхних торцах толкателей, а нижние концы толкателей снабжены обрезиненными роликами, периодически взаимодействующими- с упомянутым подпружиненным сектором.
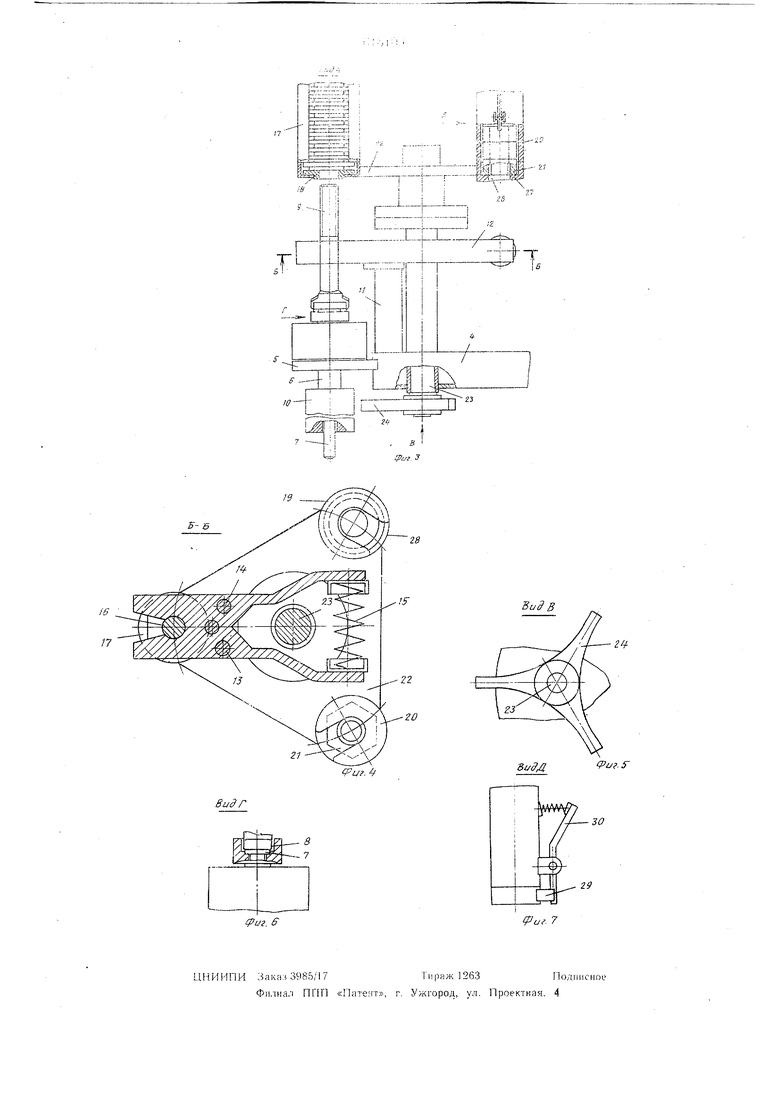
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 дан вид по стрелке А на фиг. 2 (увеличено); на фиг. 4 - разрез по Б-Б на фиг. 3; на фиг. 5-7 - виды по стрелкам В, Г и Д на фиг. 3 соответственно. Устройство для комплектовки болтов имеет станину 1, на которой расположены неподвижный стол 2 и враш.аюш.ийся без остановов от привода 3 стол в виде карусели 4, но наружной образующей которой закреплены кронштейны 5, несущие щпиндели 6, выполняемые полыми для размещения в них толкателей 7. Шпиндели 6 имеют сверху пазы 8 (фиг. 2, 6) для установки в них головок комплектуе.мых болтов 9, а снизу на них жестко закреплены обрезиненные ролики 10. Приблизительно на уровне середины болта на карусели закреплены удерживаемые стойками 11 зажимы 12, правые и левые рычаги которых качаются на своих осях 13, 14 (фиг. 4) и подпружинены пружиной 15, а выточки в передней части рычагов образуют проем 16, в который помещают с возможностью вращения комплектуемые болты. На одной оси со щпинделем 7 над проемом 16 зажимов 12 при работе устройства устанавливаются поочередно магазин 17 для изолирующих втулок 18, магазин 19 для плоских и пружинных щайб и магазин 20 для гаек 21 (фиг. 3, 4). Для этого все три магазина расположены равномерно по окружности и равноудалены от оси вращения поворотных площадок 22. Площадки 22 закреплены на валах 23 (фиг. 3), на нижних концах которых установлены трехлопастные (по числу магазинов) кресты 24 (фиг. 5), а на неподвижном столе 2 в соответствующих местах закреплены для их поворота кулачки 25. На столе 2 закреплены также копиры 26 для подъема толкателей 7. Каждый из магазинов 17, 19, 21 в нижней части имеет бурт 27 для удержания деталей на определенной высоте относительно толкателей 7 и проем 28 для выхода комплектуемого болта. Центрирование деталей перед их забором из магазинов осуществляют упоры 29 подпружиненных рычагов 30 (фиг. 7), позволяющие также свободно выходить из магазинов надеваемым на болт деталям. На ненодвижном столе 2 имеется сектор 31, закрепляемый на щарнире 32 и подпружиненный пружиной 33 (фиг. 2). Устройство работает следующим образом. На исходной позиции О (фиг. 2) болт 9 заводят в проем 16 зажима 12 так, чтобы его головка стала на головку толкателя 7. 09. При вращении карусели крест 24, встречая кулачок 25, поворачивает площадку 22 до совмещения оси магазина 17 с осью щпинделя 6 (и болта соответственно). Толкатель 7, скользя по копиру 26, поднимает болт 9, резьбовая часть которого попадает в отверстие изолирующей втулки 18. Затем при встрече креста 24 со следующим кулачком 25 снова осуществляется поворот площадки 22 до совмещения с осью щпинделя 6 оси магазина 19. Очередной подъе.м по копиру 26 заставляет толкатель 7 поднять болт 9 до вхождения его резьбовой части в отверстие щайбы в магазине 19. Таким же образом болт 9 поднимается и при совмещении с его осью магазина 20 с гайками 21, но в это время на траектории движения обрезиненного ролика 10 щпинделя встречается сектор 31, который, взаимодействуя с ним, заставляет болт вращаться. После навинчивания гайки на требуемое число витков болт снимается клиновыми направляющими разгрузочной станции (не чертежах условно не показана). Аналогичным образом одновременно работают все щпиндели и поворотные площадки устройства. Формула изобретения Устройство для комплектовки болтов, содержащее станину с копирами, вращающуюся от привода карусель с толкателями, взаимодействующими с копирами и захватывающими механизмами, отличающееся тем, что, с целью повышения производительности комплектовки, оно снабжено подпружиненным сектором, щарнирно закрепленным на станине, и магазинами для комплектующих деталей с периодическим поворотным приводом, каждый захватывающий механизм выполнен в виде двух подпружиненных рычагов, свободно охватывающих комплектуемые болты, головки которых размещены в пазах, имеющихся на верхних торцах толкателей, а нижние концы толкателей снабжены обрезиненными роликами, периодически взаимодействующими с упомянутым подпружиненным сектором. Источники информации, принятые во внимание при экспертизе: 1. Новое в работе путевых мащин. М., «Транспорт, 1974 (НТО железнодорожного транспорта). 2. Авторское свидетельство СССР № 292748, кл. В 23 Р 19/02, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| Непрерывный протяжной автомат | 1949 |
|
SU87539A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВИНТА С ГАЙКОЙ | 1971 |
|
SU292748A1 |
| Устройство для горячего лужения деталей | 1989 |
|
SU1684353A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Устройство для прибивки дна или крышки к корпусу ящика | 1977 |
|
SU676450A1 |
| Автомат для изготовления медицинских марлевых тупферов | 1961 |
|
SU149388A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |

,J:::::i::
т
is
a -ff Ю
