перемещения краскораспылителя сообщает краскораспылителю возвратпо-поступательное движение в вертикальном направлении.
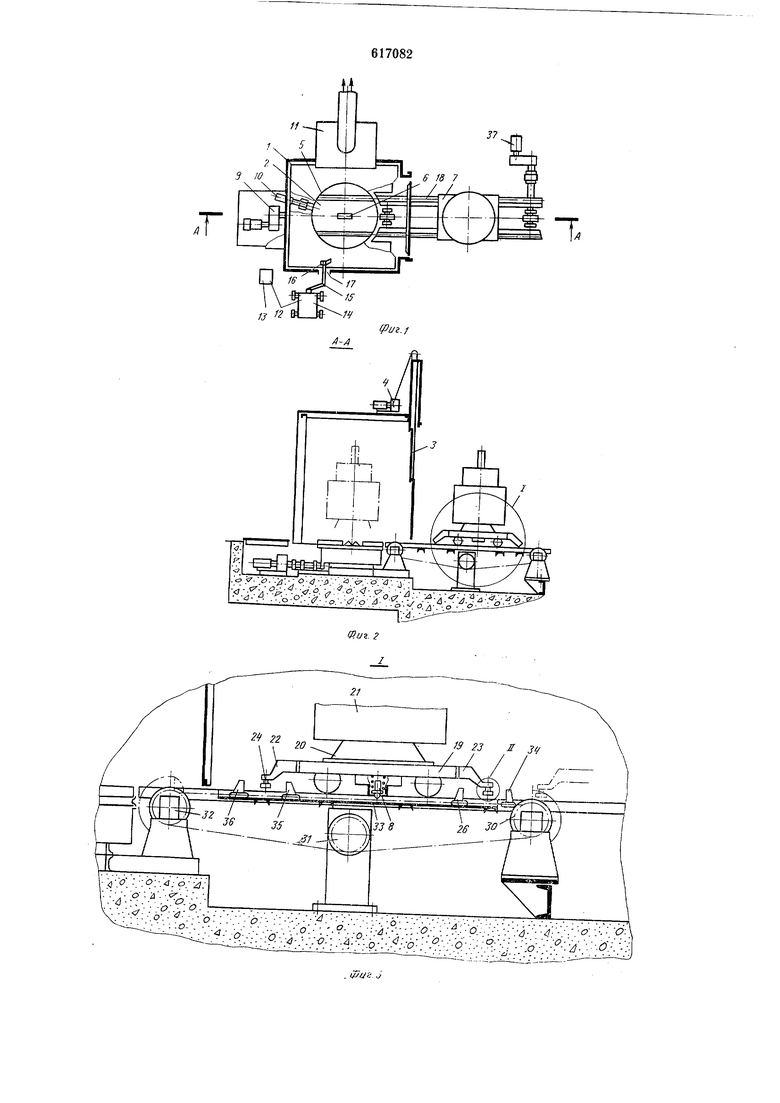
К рельсам 5 поворотного круга примыкают рельсы 18, по которым и перемещается тележка.
Тележка имеет раму 19 с подставкой 20 для установки окрашиваемого изделия 21.
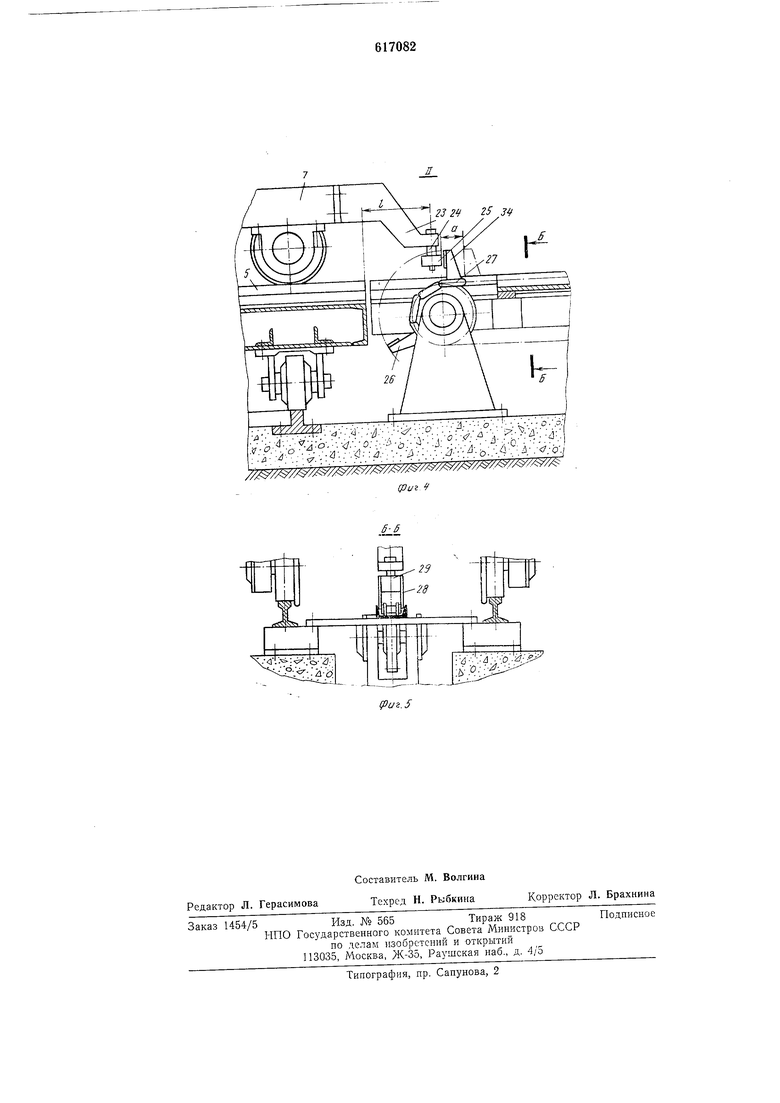
По торпам рельсы для телел ки установлены удлиненные Г-образные кронштейны 22 и 23. К кронштейнам на оси 24 крепятся опорные ролики 25. Г-образпые кропштейны выполняются так, чтобы ось опорных роликов находилась за торцем поворотного круга на определенном расстоянии I, обеспечивающим возможность захвата опорного ролика упором 26, установленным на тяговой пластинчатой замкнутой цепи 27. Упор состоит из двух косынок 28, приваренных с наружной стороны к пластинам тяговой цепи и соединительной плапки 29, приваренной к косынкам.
Замкнутая цепь 27 охватывает приводную звездочку 30, натяжную и ведомую звездочки 31 и 32. Верхняя ветвь цепи уложена в желоб 33. Помимо упора 26,на цепи расположены точно такие же упоры 34, 35 и 36. Цепь 27 снабжена приводом 37. Тележка 7 может быть подана за пределы цепи, где могут производиться различные операции с окрашенным изделием.
Описанная установка работает следующим образом.
Окрашиваемое изделие 21 устанавливается на подставку 20 телел ки 7, включается привод 4, и дверь 3 поднимается, открывая проем в камере 1. Включается привод 37 цепи 27. Приводная звездочка 30 при вращении против часовой стрелки перемещает упоры 26, 34, 35 и 36, расположенные на цепи 27 в направлении окрасочной камеры. При этом упоры 34 и 35 упираются в опорные ролики 25 и перемещают грузовую тележку 7 по рельсам 18 на рельсы 5 поворотного круга 2. Когда тележка зайдет полностью на поворотный круг, привод 37 выключается и цепь 27 останавливается. Телел ка на поворотном круге фиксируется фиксатором 8.
При остановке телелски упоры 36 и 35 будут находиться на нилспей ветви цепи, а упоры 26 и 34 остановятся в полол :ении, указанном на фиг. 4. Затем выводится фиксатор 10 поворотного круга 2, включается привод 9 и поворотный круг вместе с окрашиваемым изделием начинает вращаться.
Дверь 3 закрывается, включается вентиляционная установка.
Для уменьшения сопротивления перед вращением поворотного круга Цепь 27 молсет быть включена на обратный ход, чтобы обеспечить зазор а между упором 34 и опорным роликом 25. При остановленном в таком положении транспортере начинается вращение поворотного круга.
Затем включается в работу механизм 14 перемещения краскораспылителя 16 и установка безвоздушного распылителя 13, т. е. производится автоматическая окраска изделия. После покраски изделия выключается установка для окраски 12, включается привод 9, фиксатор 10 фиксирует поворотный круг 2 в таком положении, чтобы рельсы 5 совпадали с рельсами 18. Поднимается дверь 3, затем включается
привод 37. Приводная звездочка 30 вращается ПО часовой стрелке и упор 26 поворачивается, упирается в опорный ролик 25 и грузовая тележка 7 выходит из камеры окраски.
Затем упор 36 также, входит в соприког:новение с опорным роликом на кронштейне
22 и выкатывает тележку за пределы цели.
Грузовая тележка займет такое же полол ение, как па фиг. 5, только теперь опорный ролик будет упираться в упор 36, а упоры 26 и 34 будут находиться на нижней ветви цепи 27.
Описанная конструкция обеспечивает высокопроизводительную и надежную работу
установки по окраске крупногабаритных изделий.
Формула изобретения.
Установка для окра; кн изделия, содерл ащая камеру с установленное внутри поворотным кругом для размещения на нем тележки с изделием, спаблсепной механизмом ее перемещения, отличающаяся
тем, что, с целью повышения производительности и надежности работы, механизм перемещения телел ки выполнен в виде замкнутой цепи с попарно установленными на пей упорами, взаимодействующими с закрепленными на торцах телелски опорными роликами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 443116, кл. В 05В 13/00, 1970.
2.Авторское свидетельство СССР № 407589, кл. В 05В 15/00, 1970.
- . )-.-; и .о vj- -j;., --u-
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ТЕЛЕЖЕК И ВРАЩЕНИЯ УСТАНОВЛЕННЫХ НА ПОВОРОТНЫХ РОЛИКАХ ТЕЛЕЖКИИЗДЕЛИЙ | 1970 |
|
SU258919A1 |
| Устройство для передачи вагонеток с одного магистрального рельсового пути на другой, параллельный первому | 1971 |
|
SU563341A1 |
| Установка для вытяжки канатов | 1975 |
|
SU561762A1 |
| УСТРОЙСТВО для СОРТИРОВКИ ДЛИННОМЕРНЫХ ПРЕДМЕТОВ по ВЕСУ | 1973 |
|
SU392353A1 |
| Автоматическая линия для изготовления строительных изделий | 1976 |
|
SU722768A1 |
| Устройство для перемещения тележек и вращения установленных на поворотных роликах тележки изделий | 1972 |
|
SU475324A2 |
| Установка для контроля и маркировки маканых резиновых изделий | 1982 |
|
SU1126456A1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ОКРАСКИ ПРОФИЛЬНОГО ПРОКАТА | 1971 |
|
SU304178A1 |
. -.О- 4- о-
: Ш 1 - - --- -it- -о---ь- --- - i: :
Б
(Риг
