1
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроительной, авиационной и других отраслях промышленности при производстве высокоточных листовых деталей.
Известен способ изготовления изогнутых профилей путем вырезки листовой заготовки, последующего формообразования .
Этот способ не обеспечивает получение высококачественных деталей. Кроме того, способ характеризуется высокой трудоемкостью и низким коэффициентом использования материала.
Низкое качество деталей, изготовленных описанным выше методом, обуславливается неравномерным утонением материала по сечению детали. Изгиб на ребро полки сопровождается утонением материала в одном месте и образованием складок в другом.
Наиболее близким решением к данному является способ изготовления пространственных деталей нз листовой заготовки путем предварительного образования на периферии гофров, каждый в форме фигуры с поверхностью второго порядка, например эллиптического параболоида, малая ось которого перпендикулярна плоскости заготовки, и формовки с разглаживанием гофров 2.
Этот снособ позволяет получать более качественные детали за счет уменьшения
утонения, но не обеспечивает изготовления профилей с переменной кривизной.
Целью изобретения является получение деталей тина швеллера с участками разной кривизны.
Это достигается тем, что одновременно с формовкой осуществляют П-образную гибку, а гофры выполняют посредством местного растяжения с размещением вершины каждого из них на уровне линии гиба полок и с расположением оси параболоида перпендикулярно линии гиба в плоскости, разделяющей участки разной кривизны, изготавливаемого щвеллера, при этом соотношение длин больших полуосей эллипса
берут равным отношению длин дуг кромки нолки на участках с разной кривизной.
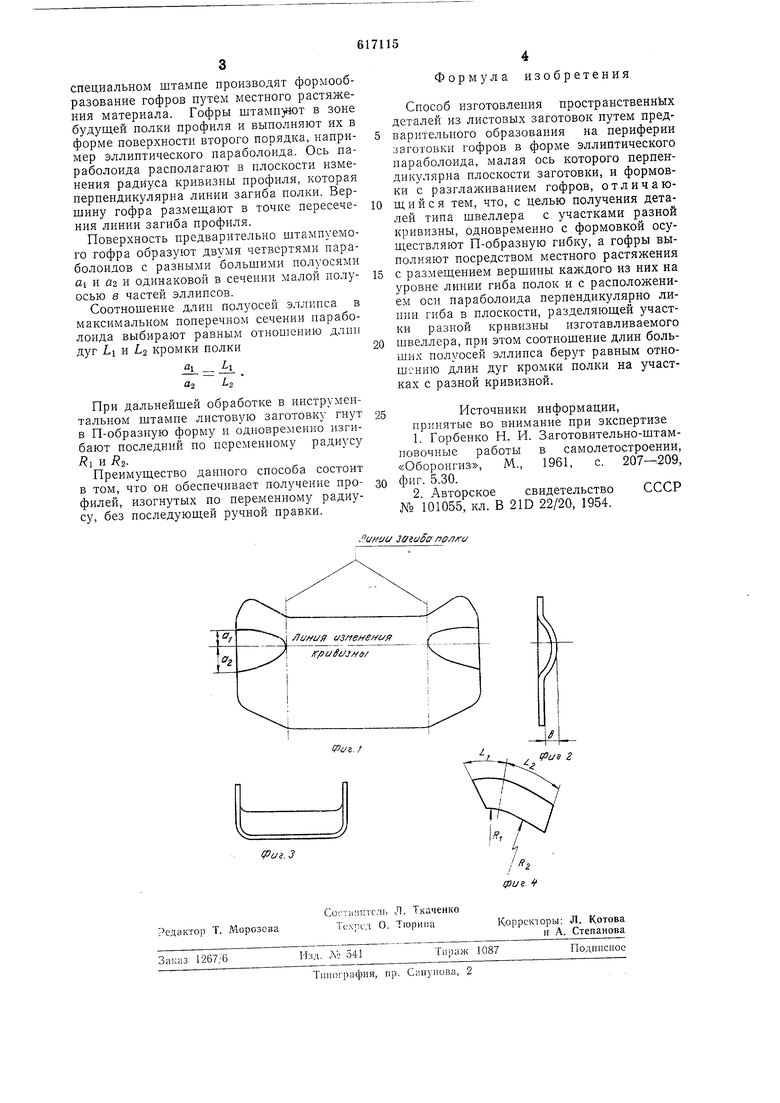
На фиг. 1-2 показана листовая заготовка с предварительно отштампованными гофрами; на фиг. 3-4 - отштампованная
деталь.
Способ осуществляется следующим образом.
Из листа вырезают плоскую заготовку с требуемым наружным контуром, а затем в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пространственных деталей | 1981 |
|
SU1013023A1 |
| Способ изготовления гнутых про-филЕй из лиСТОВОй зАгОТОВКи | 1978 |
|
SU795626A1 |
| Штамп для сверхпластической формовки деталей из листовых заготовок | 1988 |
|
SU1606233A1 |
| Способ изготовления листовых деталей с прямолинейными рифтами | 1985 |
|
SU1268247A1 |
| Способ изготовления деталей типаСТАКАНОВ | 1978 |
|
SU795696A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Способ изготовления деталей с криволинейным бортом из листовой заготовки и устройство для его осуществления | 1988 |
|
SU1567305A1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
