11 Изобретение относится к обработке металлов давлением и может быть испол аовано преимуществетшо гфи изготовлении пространственных деталей в виде длинномерных профилей с переменной по длине кривизной. Известен способ изготовления пространственных деталей путем последо. вательных продольной и поперечной гибок листовой заготовки, при котором на заготовке перед продольной гибкой формуют выпуклости, имеющие криволинейные поверхности второго порядка, продольные оси которых расположены в плоскости поперечной гибки fl . Недостаток известного способа в том, что он не позволяет производить качественную, с минимальным утонением стенок поперечную гибку профилей в форме швеллеров с отогнутыми полками. .. Цель изобретения - устранение назва ного недостатка, т.е. повышение качест ва при изготовлении пространственных д талей в форме швеллера с отогнутыми . полками. Поставленная цель достигается тем, что, согласно способу изготовления про странственных деталей путем последовательных продольной и поперечной гибок листовой заготовки, при котором на заготовке перед продольной гибкой формуют выпуклости, имеюише криволинейные поверхности второго порядка, продольные оси которых расположены в плоскогекости поперечной гибки, выпуклости располагают между линиями г ба боковых стенок швеллера, -а их поверхность образуют половинами двух (пм ряженных между собой основаниями эллиптических параболоидов, имеющих общие в плоскости сопряжения оси эллипсов, малая КЗ которых перпендикулярна плоскости заготовки. На фиг. 1 показана заготовка с отформованными выпуклостями; на фиг. 2 Сечение А-А и Б-Б на фиг. 1; на фиг. 3 - полуфабрикат, полученный посл продольной гибки листовой заготовки (ш в е л лер с отогнутыми полками); на фиг. .4 - пространственная деталь, полученная в результате поперечной гибк полуфабриката; на фиг. В на фиг.4. Способ осуществляется следующим образом. Предварительно на листовой загото& ке 1 формуют выпуклости 2 каждая из которых имеет криволинейную поверхнос 2-го порядка, образованную половина3ми двух сопряженных между собой основаниями эллиптических параболоидов. В плоскости сопряжения параболоиды меют общие малую 3 и большую 4 оси эллипсов. Малые оси 3 эллипсов сопряженных параболоидов перп нликулярны плоскости заготовки 1. .Противоположные друг другу полюсы сопряженных параболоидов лежат на линиях продол.ьногю гиба, а проходяише через полюсы продольные оси 5 парабопоидов лежат в плоскости поперечного гиба и перпендикулярны линиям продольного гиба. Рекомендуемые размеры выпуклостей определяются следующими соотношениями 2.-(0,) - 1CRV1 , , e-:fQ.U; ,75R; .1о«о,ага, де - расстояние между попюсами сопряженных параболоидов; V). - расстояние от полюсов параболоидов, леясащих на линиях гиба поток 6 швеллеров 7, до плоскости сопряжения параболсдадов;-J - расстошше от полюсов параболоидов, лежащих на линиях гиба боковых стенок 8 швеллера 7, до плоскости сопряжения параболоидов; Ц - высота боковых стенок 8 швеЛ лера 7; 2- - длина дуги эллипсов параболоидов в плоскости сопряжения;R - радиус поперечного m6ji; Vi - угол поперечного гиба; . U - дуги кромки боковой стенки 8 швеллера 7; Q и Ъ размеры соответсвенно большой 4 и малой 3 полуосей эллипсов в плоскости conpstжения параболоидов. После формовки выпуклостей 2 заготовку 1 подвергают продольному изгибу, при котором сначала отгибают полки 6 швеллера 7, а затем его боковые стенки 8, На конечной операции осуществляю г поперечный полученного профиля по радиусу R. с одновременным разглаживанием выпуклостей 2 , Пример. Изготавливают пространственную деталь типа швеллера с отогнутыми полками из титанового сплава ОТЧ-1 размерами мм: высота швеллера 30, 1щфина полки 18, ширина стенки 3Oj
толщина заготовки 0,S,радиус тфодольного гиба 5,, радиус поперечного гиба 5( длина каждого прямолинейного участка профиля 5ОО.
Лля изготовления делали вырезают заготоьку размером 1000x120x0,8 NIM. Между линиями пропольного гиба формуюг выпуклости, размеры которых при.нимают равными мм:
fi 24,34 Ili 4.9J а 37,5;, 4 12,5
75,6.
После формовки осуществляют про.дольную гибку полок и боковых стенок и поперечный изгиб 1119офвпя на радиус R 5О мм.;
Применение предлагаемого спосгоба позволяет уменьшить утонение боковых стенок швеллера на криволинейном участ ке, т.е. соответственно повысить качест во и несущую способность получаемых изделий.
1 - А повернуто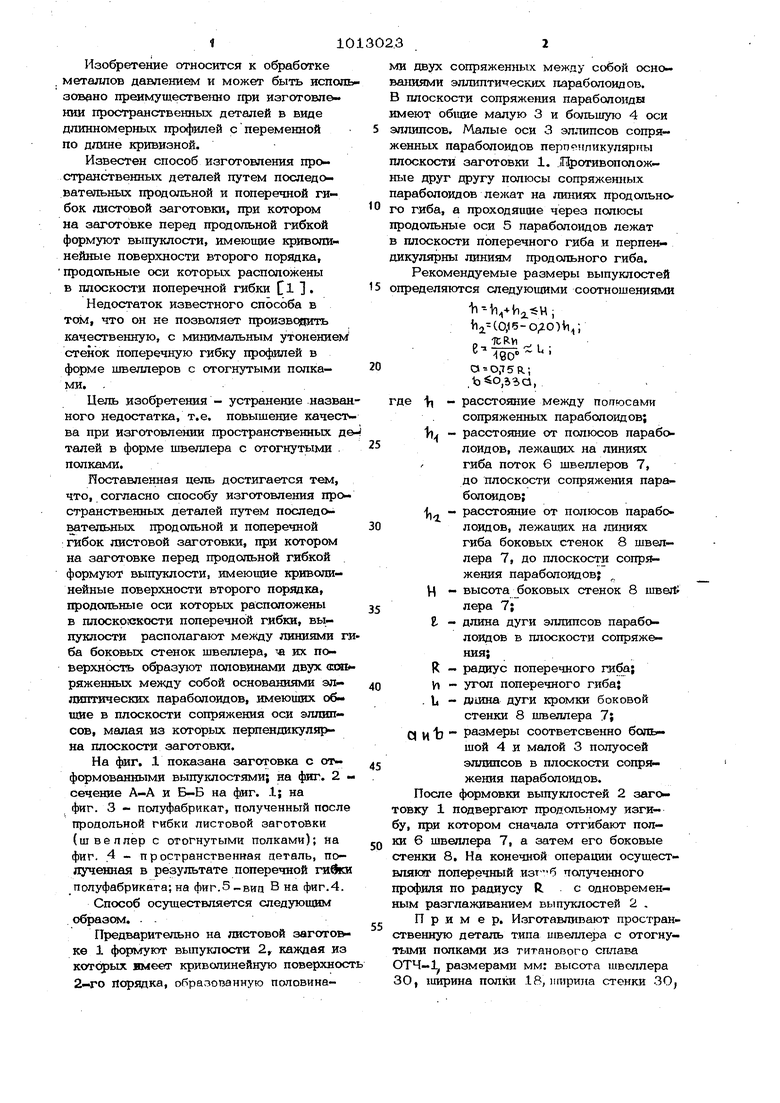

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пространственных деталей из листовых заготовок | 1976 |
|
SU617115A1 |
| Способ изготовления гнутого по дуге изделия П-образного профиля | 2024 |
|
RU2829358C1 |
| Строительный элемент | 2021 |
|
RU2771568C1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| СТЕНД-УСТРОЙСТВО, УСТРОЙСТВО ЗАЖИМА, МЕХАНИЗМ ЛОКАЛЬНОЙ ГИБКИ НЕМТИНА В.Ф. И СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2320441C1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| Способ изготовления строительного элемента | 2021 |
|
RU2770712C1 |

СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДЕТАЛЕЙ путем последовательных продольной и поперечной гибок листовой заготовки, при котором на затнэтовке перед продольной гибкой формуют вьшуклости, имеющие криволияейные поверхности второго псфядка, продольные оси которых расположёны в плоскости поперечной гибки, отличающийся тем, что, с целью повышения качества при изготовлении д&таяей в форме швеллера с отогнутыми полками, выпуклости располагают между линиями гиба боковых стенок швеллера, а их поверхность образуют половинами двух сохфяженных между собой основаниями эллиптических параболоидов, имеющих общие в плоскости сопряжения оси эллипсов J малая из которых перпендикулярна плоскости заготовки. Аимм opeftittHOta ««4b; н / (Л А J оо о 1C оо / .5/ J Л -И Лтня продо/лного гиЪо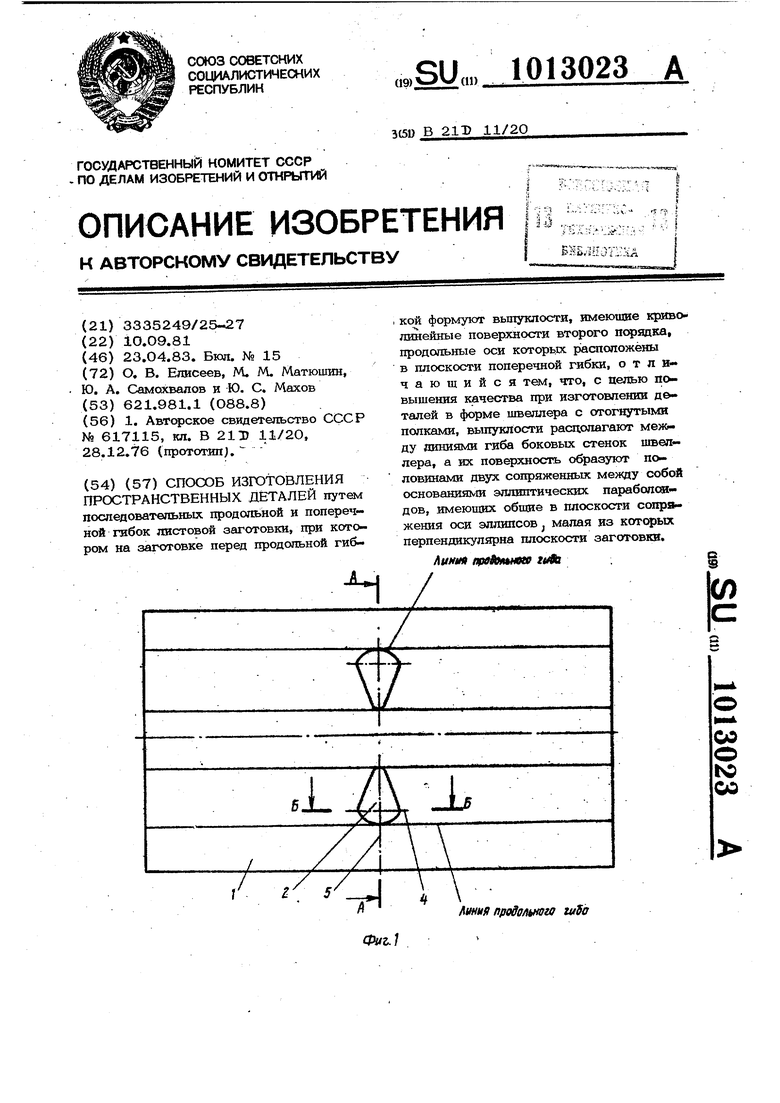
±11
1
7
с
J
}
Фиг,.
фиг. 5
s I
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления пространственных деталей из листовых заготовок | 1976 |
|
SU617115A1 |
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
