новленными в гнездах между державкой и вальцовочным элементом упругими втулками, размеи1,енными на поверхности державок вокруг шипов ограничителями осевого перемещепия труб, выполненными в виде пружинящих секторов, п смонтированными на поверхности державок кольцевыми фиксаторами, препятствующими осевому иеремещению конических шипов в двух соседних рядах, при этом в каждом шипе нерпендикулярно оси изготовлен паз, в который входит фиксатор. В фиксаторах выполнены сегментные вырезы, глубина которых больше глубины пазов в шинах.
Улучшение качества развальцовки достигается тем, что вальцовочный элемент под действием радиальных внешних сил, возникающих вследствие допуска на расстояние между трубками в трубной доске, может самоустанавливаться в державке благодаря унругой втулке, вложенной в гнездо между державкой и шипом.
Кроме того, для повышения качества развальцовки трубок на инструмент установлены ограничители, иск.тючающие случайные осевые перемещения трубок из-за разнотолщинности стенок и неодинаковой прочности сварного шва но длине трубки.
Для фиксации инструментов, расположенных в двух соседних рядах относительно державок, устройство снабжено кольцевыми фиксаторами, входящими в нрорези шипов.
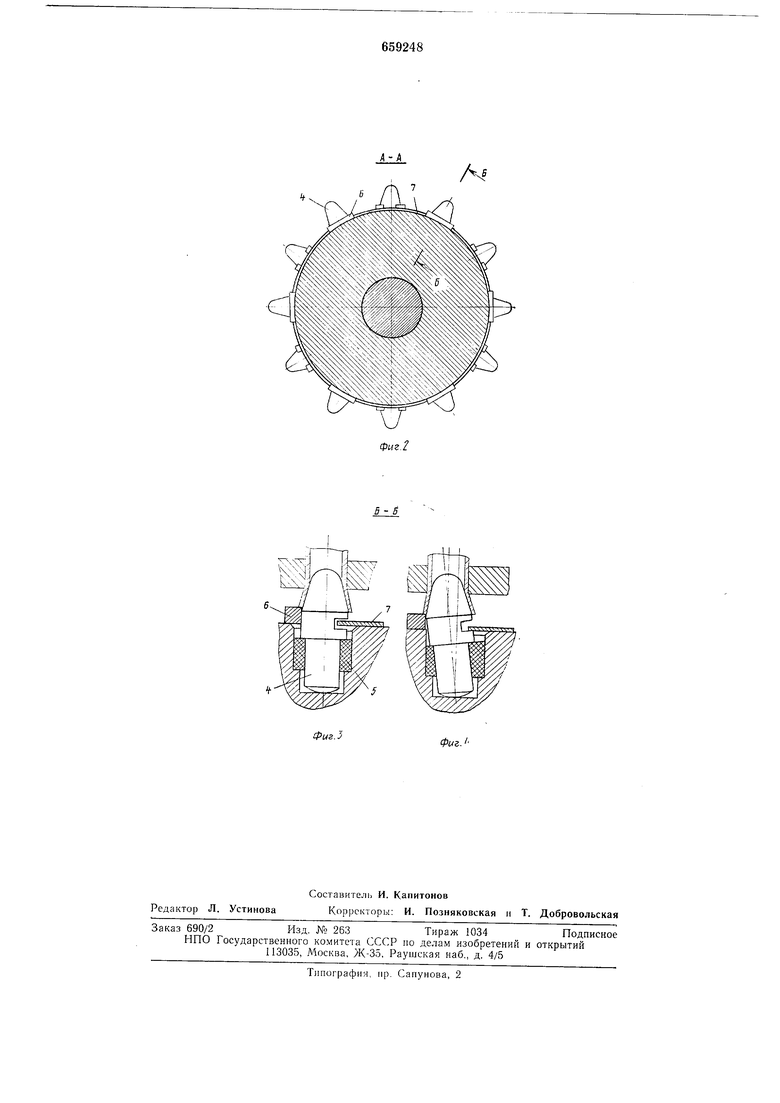
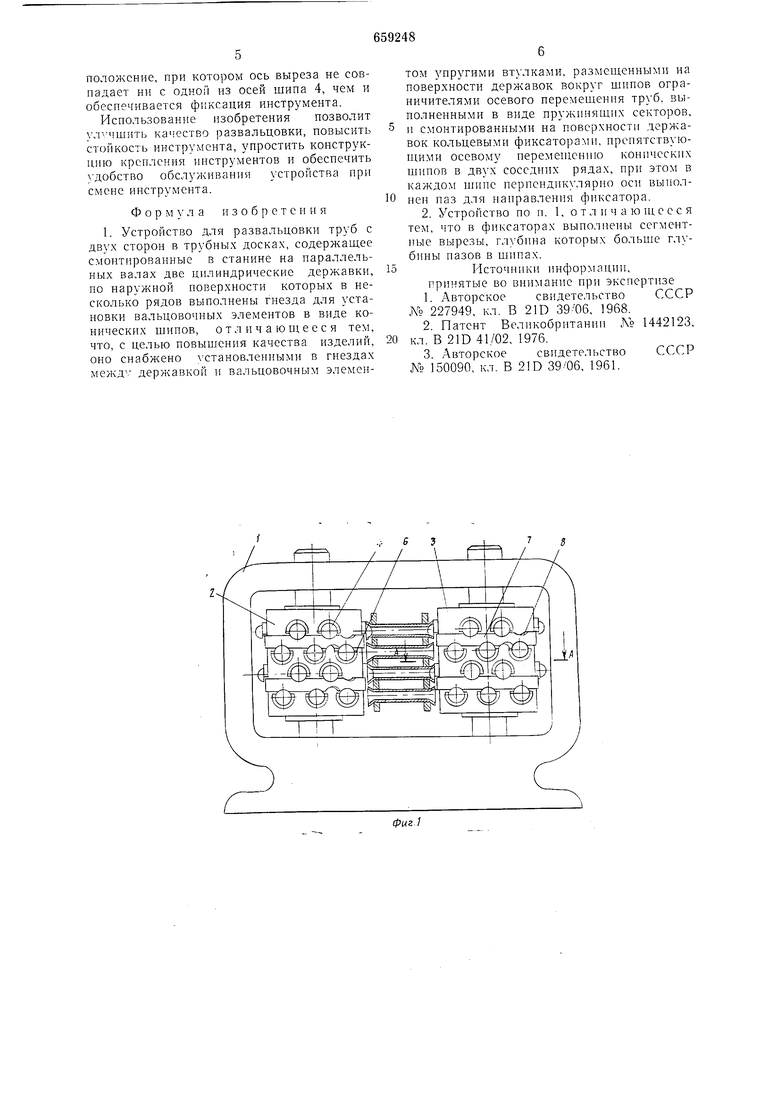
На фиг. 1 изображен общий вид устройства; на фиг. 2 - поперечный разрез А-А на фиг. 1; на фиг. 3 - узел крепленпя инструмента; на фиг. 4 - возможное положение инструмента при самоустановке.
Устройство для развальцовки с двух сторои пакета труб в трубных досках представляет собой станину 1 (фиг. 1) с параллельно установленными державками 2 и 3, в которых размещены вальцовочные элементы 4 (фиг. 1-3), выполиенные в виде конических шипов. В гнезда державок, между шипа.ми и державкой, вложены упругие втулки 5 (фиг. 3). На шипы 4 (фиг. 1-3) установлены ограничители 6 (фиг. 1 - 3), обладающие пружинящими свойства.ми. Инструмент 4 закреплен в державках 2 и 3 (фиг. 1) с помощью кольцевых фиксаторов 7 (фиг. 1-3), которые входят в нрорези шипов 4. Кольцевые фиксаторы 7 снабжены сегментными вырезами 8.
В процессе развальцовки собранный пакет труб подается между державками 2 и 3. Трубки входят в контакт с шипами 4 и при дальнейщем движении пакета державки 2 и 3 разворачиваются, осуществляя ноочередную развальцовку каждой трубки одновременно с д,вух сторон.
При развальцовке система пакет труб - шипы-державки является жесткой. Вследствие наличия допуска на расстояния между трубками, на шипы воздействуют радиальные усилия. Чтобы уменьшить их в гнезде державки между инструментом и державкой уетановлена упругая втулка 5 (фиг. 3), за счет деформации которой шип 4 .может самоустапавливаться в процессе развальцовки.
Нри выполнении пакета труб с номипальпым шагом шип занимает положение согласно фиг. 3. При отклонении шага трубок от номинального раеположения шин самоустанавливается в соответствии с фиг. 4 за счет деформации втулки 5 (фиг. 3). Самоустановка шипа позволяет снизить радиальные усилия, воздействующие на него и, таким образом, улучшает качество развальцовки и увеличивает срок службы инструмента.
Механическая прочность противоположных концов трубок, особенно шовных, различна. Это может быть вызвано разнотолщинностью стенок трубки, неодинаковой .механичеекой ирочностью сварного шва и т. п. нричинами. Деформация нротивоноложных концов трубок может быть также различной вследствие неодинаковой величины выступания концов трубок за срез трубной доски, точности и качества изготовления инструмента и т. д.
В этих случаях в процессе развальцовки происходит смещение трубки в сторону меньшего усилия до момента выравнивания усилий на противоположных концах трубки. Если не управлять процессом смещения трубки, то на одном конце трубки могут быть разрывы, а на другом развальцовка может отсутствовать или же степень разнальцовки противолежащпх концов трубки различна.
Для предотвращения случайных осевых перемещений трубки в трубных досках в результате деформации ее конца на шин 4 (фиг. 1-3) установлены ограничители 6, до контакта с которы.ми и происходит перемещение лрубки, после чего развальцовка дапного конца трубки прекращается. При этом ограничитель 6 не препятствует самоустаповке шипа благодаря тому, что он выполнен в виде кольцевого сектора, изготовленного из материала, обладаюп1его пружиняп1,и.ми свойствами.
Креиление шина 4 в державках 2 и 3 (фиг. 1) ироизводится с помои1ью кольцевых фиксаторов 7 (фиг. 1-3), входящих в соответствующие прорези на шипе 4. Каждый фиксатор 7 осуп1ествляет крепление одновременно всех шинов 4, расположенных в двух соседних рядах. Для удобной и быстрой замены любого шипа 4 на кольцевом фиксаторе 7 выполнены вырезы 8. Путем разворота кольцевого фиксатора 7 ось выреза может быть совмещена с осью любого шина, позволяя беспрепятственно осуществить его смену. После смены шипа 4 кольцевой фиксатор 7 вновь разворачивается в
nOviOKCHne, при котором ось выреза не совпадает ни с одноГг нз осей шипа 4, чем и обеспечивается фиксация инструмента.
Использование изобретения иозволит улхЧшить качество развальцовки, повысить стойкость инструмента, упростить конструкцию крепления инструментов и обеспечить удобство обслуживания устройства при смене инструмента.
Форм у л а изобретения
1. Устройство для развальцовки труб с дву.х сторон в трубиы.ч досках, содержащее смонтированные в станине на параллельных валах две цилиндрические державки, но наружной поверхности которых в несколько рядов выполнены гнезда для установки вальцовочных элементов в виде конических шинов, отличающееся тем, что, с целью повышения качества изделий, оно снабжено установленными в гнездах между державкой и вальцовочным элементом упругими втулками, размешенными на поверхности державок вокруг шииов ограничителями осевого перемещения труб, выполненными в виде пружипящпх секторов, и смонтированными на поверхности дерячавок кольцевыми фиксаторами, црепятствующими осевому перемещению конических шипов в двух соседних рядах, нри этом в каждом шине перпендикулярно оси вытюлнен паз для направления фиксатора.
2. Устройство по п. 1, о т л и ч а ю И1 е ее я тем, что в фиксаторах выиолнены сегментные вырезы, глубина которых больше глубины иазов в шипах.
Источники инфор ации, принятые во виимание нри экспертизе
1.Авторское свидетельство СССР № 227949, кл. В 21D , 1968.
2.Иатент Великобритании Л 1442123, кл. В 21D 41/02, 1976.
3.Авторское свидетельство СССР № 150090, кл. В 21D 39/06, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки труб | 1976 |
|
SU617127A1 |
| Устройство для одновременного уплотнения всех труб в трубной доске | 1981 |
|
SU963622A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для развальцовки труб в трубных досках | 1987 |
|
SU1433575A1 |
| Устройство для развальцовки труб | 1980 |
|
SU944714A1 |
| Способ соединения труб с трубной доской | 1976 |
|
SU617128A1 |
| Многошпиндельный привод вальцовочнойгОлОВКи | 1979 |
|
SU806207A1 |
| Устройство для развальцовки | 1976 |
|
SU623616A1 |
| ТЕПЛООБМЕННИК | 2008 |
|
RU2386095C2 |
| Инструмент для развальцовки труб | 1976 |
|
SU647041A1 |