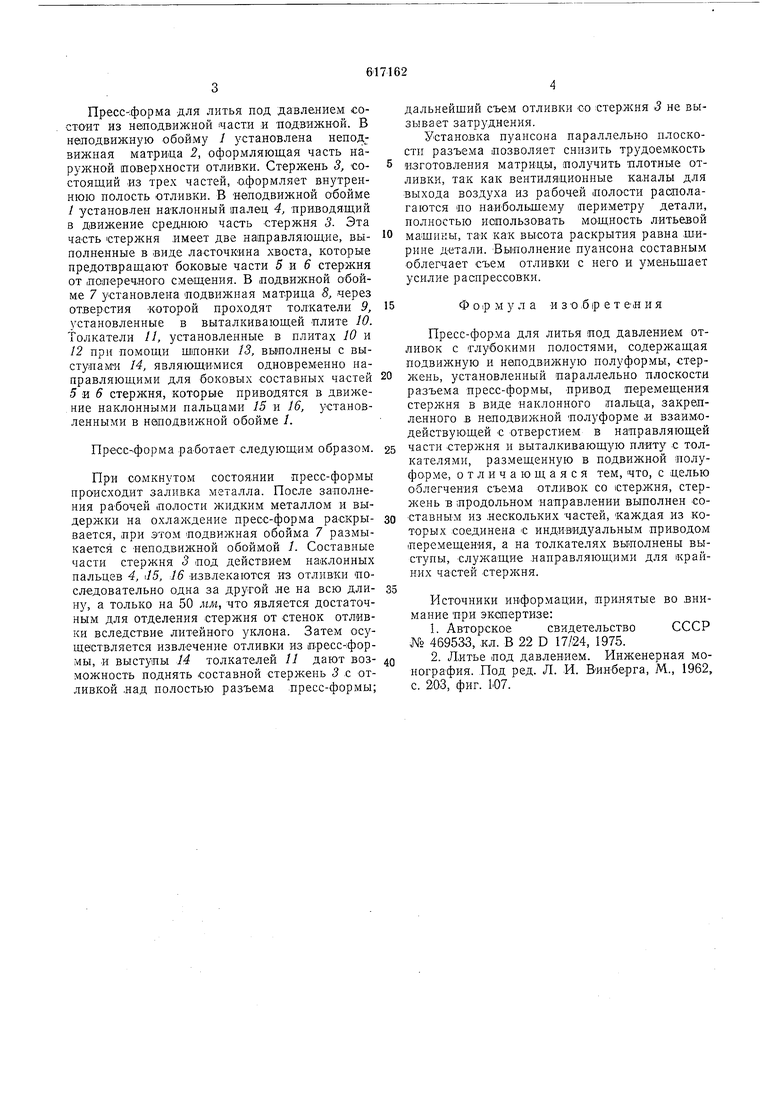
Пресс-форма для литья под давлением состоит из неподвижной част,и и подвижной. В нелодвижнзю обойму 1 установлена непод; вижная матрица 2, оформляющая часть наружной поверхности отливки. Стержень 3, состоящий из трех частей, оформляет внутреннюю полость отливки. В неподвижной Обойме / установлен наклонный иалец 4, приводящий в движение среднюю часть стержня 3. Эта часть стержня имеет две направляющие, выполненные в 1виде ласточкина хвоста, которые предотвращают боковые части 5 и 5 стержня от ло;переч.ного смещения. В подвижной обойме 7 установлена подвижная магрида 8, через отверстия которой проходят толкатели 9, установленные в выталкивающей плите 10. Толкатели 11, установленные в плитах 10 и 12 при помощи шпонки 13, выполнены с выступам-и 14, являющимися одновременно направляющими для боковых составных частей 5 я б стержня, которые приводятся в движение наклонными пальцами 15 и 16, установленными в неподвижной обойме /.
Пресс-форма работает следующим образом.
При сомкнутом состоянии пресс-формы происходит заливка металла. После заполнения рабочей полости жидким металлом и выдержки на охлаждение пресс-форма раскрывается, при этом подвижная обойма 7 размыкается с неподвижной обоймой 1. Составные части стержня 3 под действием наклонных пальцев 4, 15, 16 извлекаются иЗ отливки последовательно одна за другой ,не на всю длину, а только на 50 лш, что является достаточным для отделения стержня от стенок отливки вследствие литейного уклона. Затем осуществляется извлечение отливки из йресс-формы, и выступы 14 толкателей 11 дают возможность поднять составной стержень 3 с отливкой лад полостью разъема пресс-формы;
дальнейший съем отливки со icтepжня 3 не вызывает затруднения.
Установка пуансона параллельно плоскости разъема позволяет снизить трудоемкость изготовления матрицы, получить плотные отливки, так как вентиляционные каналы для выхода воздуха из рабочей полости располагаются по наибольщему периметру детали, полностью использовать мощность литьевой мащины, та« как высота раскрытия равна ширине детали. Выполнение пуансона составным облегчает съем отливки с него и уменьшает усилие распрессовки.
Ф о 1р м у л а из 0.6 (р е т elH и я
Пресс-форма для литья под давлением отливок с глубокими полостями, содержащая подвижную и неподвижную полуформы, стержень, установленный параллельно плоскости разъема пресс-формы, привод перемещения стержня в виде наклонного пальца, закрепленного в неподвижной полуформе ,и взаимодействующей с отверстием в направляющей части стержня и выталкивающую плИту с толкателями, размещенную в подвижной полуформе, отличающаяся тем, что, с целью облегчения съема отливок со стержня, стержень в продольном направлении выполнен составным из .нескольких частей, каждая из которых соединена с индивидуальным приводом перемещения, а на толкателях выполнены выступы, служащие направляющими для крайних частей стержня.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 469533, кл. В 22 D 17/24, 1975.
2.Литье под давлением. Инженерная монография. Под ред. Л. И. Винберга, М., 1962, с. 203, фиг. Ю7.
ipuz. /
/yj. .
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением отливок с поднутрениями | 1983 |
|
SU1098660A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU698721A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1076187A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU778925A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОТЛИВОК С ПОДНУТРЕНИЯМИ ИЗ МЕТАЛЛОВ И ПЛАСТИЧЕСКИХ МАСС | 1992 |
|
RU2022701C1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU835624A1 |


