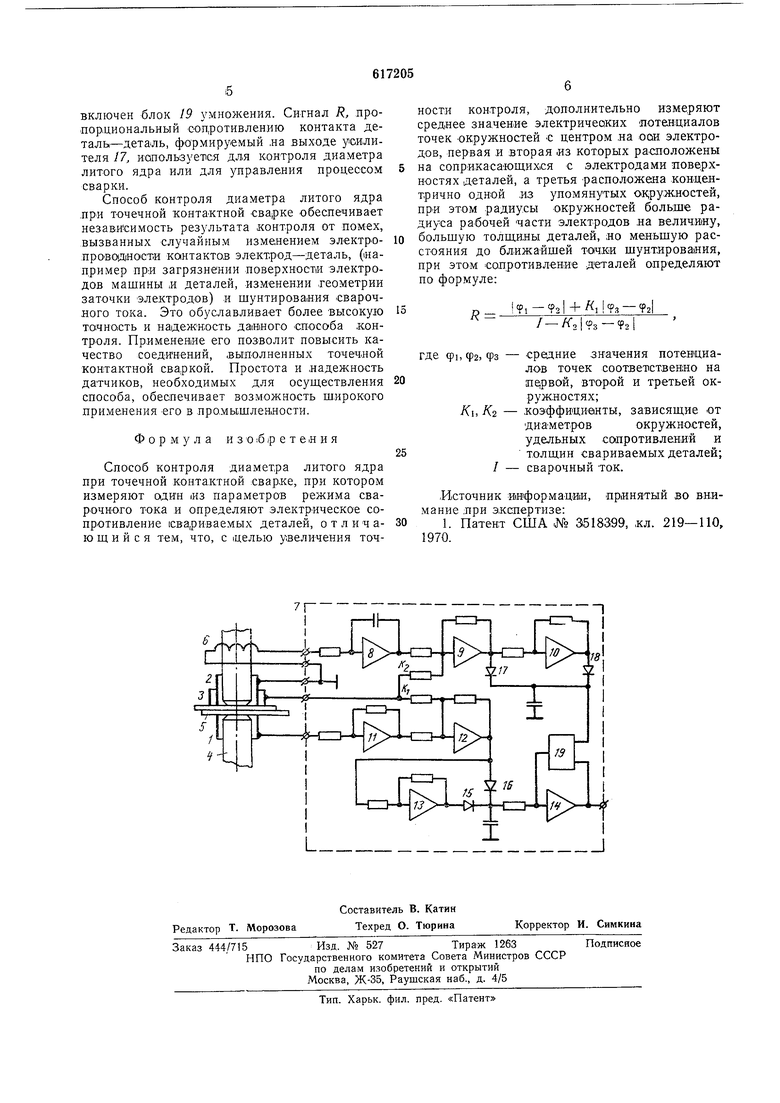
(54) СПОСОБ КОНТРОЛЯ ДИАМЕТРА ЛИТОГО ЯДРА ПРИ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКЕ ВИЯ этот контакт технологических воз.мущений. Поэтому потенциал этих тачек не зависит от 1величины сапротнвшения контактов электрод-деталь и опрадешяется сопротивлением 1К01нтакт.а деталь-деталь и величиной тока через этот контакт. В точках, -более близких к электродам, чем иапошьзуемые для контроля, значение потенциала за1ви€ит от нестабильной площад контактов электрод-деталь. При отсутствии шунтирования раано1сть потевциалов точек оервой и втО)рой ок1р 1жтостей, раюположениык на соприкасающихся с двумя электродами машины товерХностях свариваемых деталей, .равна падению напряжения на контакте деталь-деталь, а разность 1пот9нлиа лов точек второй и т.ратьей окр-ужностей, расположенных на оиной Поверхности, равна нулю. Эти равенства нарушаются таком Ш унтиро;вани1Я, тменышгающим разность потенциалов точек пе|р1вой и второй окружностей 1на величиму, ра(вную падению Напряжения в металле между электродами м.аши.ны и точками измерения потенцлалов, вьгззакного током шунтирования. Для точного оэределения тока и падения напряжения в контакте деталь-деташь при шунтировании измеренные з.начен.ия сварочного тока и разности ,и|иа:ло в точек первой и второй окруж1ностей ко1рректируют|Ся в зависимости от велИЧИИы тока шунТИ)рава1Ния, определяемого по раз1ноат1и потенциалов точек второй и третьей окружностей. Расположение точек на окруж1ност1ях с центром на оси элект)родов упрощает ко1рре(К1цию, поавол)яя определить соп1ротивление контакта дет.аяь-деталь по формуле: 1 + Л1Тз - 2 /-«alYs-TsI где ф1, ф2, фз - С1ре|дние 31начения потенци алов точек первой, второй и третьей окружностей;/ - сварочный ток; Ki, /Са - коэффициенты, зависящие от диаме-пров окружности, удельных сопротквлений и толщины свариваемых дета-лей - коррэюции. Коэффициент-./ коррекции представляет собой отношение сопротивлений металла свариваемых деталей для тока шунтирования на участке мелсду электродом машины и цилиндрическими поверхностями, проходящими .через первую «.вторую окружности, к сопротивлению металла между цилиндрическими поверхностями,,, .проходящими через вторую и третью окружности. Этот коэффициент Ki вы1чисЛЯется 1ПО формуле: А In Е:2 d -ьА,, dОоа, Л in 5, d, где PI, р2 - удельные сопротивления металла свариваемых деталей; бь ба - толщины деталей; di, dz, ds - диаметры первой, второй и третьей окружностей; flfg - диаметр рабочей части электрода. Коэффициент /С2 К1оррек ции (представляет собой проводимость металла между цилиндрическими поверхностями, проходящими через вторую и третью окружности и вычисляется по формуле: ) Устройство для осуществления способа содержит датчики /, 2, 3 для измерения средних значений потенциалов точек окружностей, выполненные в виде полых цилиндров, соосных с электродами 4 машины для контактной сварки и прижимаемых во время сварки тарцами К поверхности свариваемых деталей 5, датчик 6 для измерения сварочного тока, выполненный в виде воздушного трансформатора, и вычислительный блок 7, реализующий математическую зависимость (1) и выполненный на операционных усилителях 8, 9, 10, 11, 12,.13,14. Датчики /, 2, 3, торцы которых соприкасаются с поверхностью свариваемых деталей 5 по окружностям с центрами на оси электродов 4, осуществляют усреднение значений электрических потенциалов точек, лежащих н,а линиях соирикооновения в блоке 7. Разность лотенциалов между датчиками 7 и 2 поступает на вход усилителя // блока 7, изменяющего полярность этой разности, и в усилителе 12 складывается с умноженной на постоянный коэффициент К,1 разностью потенциалов между датчиками 2 и 3. Усилитель 8, на вход которого поступает напряжение с датчика 6, пропорциональное скорости изменения сварочного тока, интегрируя восстанавливает величину и форму сварочного тока. Сигнал сварочного тока поступает с выхода усилителя 5 на вход усилителя 9, в котором из этого сигнала вычитается умноженная на коэффициент /(2 разность потенциалов между датчиками 5 и 5. Величина коэффициентов Ki и /Сг, вычисленная по формулам 2 и 3 для конкретных значений парамст ров свариваемых деталей 5 и датчиков }, 2, 3, устанавливается с помощью резисторов, соединяющих входы усилителей 12 VI 9 с датчиком 3. Сигнал напряжения на контакте деталь-деталь, анимаемый с выхода уонлителя 12, и сигнал тока через этот контакт, снимаемый с выхода усилителя 9, вырямляются двухполупериодньгми выпрямителями на диодах d5, i6 с усилителем 13 и на иодах 17, 18 с усилителем 10. Выпрямленные н-ачения сигналов тока и напряжения постуают на схему деления, выполненную на усилителе 14, в цепь обратной связи которого
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Стабилизатор процесса контактной электросварки | 1982 |
|
SU1279776A1 |
| Способ регулирования процесса электронагрева при точечной и шовной сварке | 1977 |
|
SU662297A1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| Устройство для контроля состояния контактных поверхностей | 1973 |
|
SU499071A1 |
| Способ управления процессом контактной точечной сварки | 1985 |
|
SU1299742A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2223849C2 |
| Устройство для контроля качества сварного соединения | 1987 |
|
SU1504038A1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| Устройство для контроля качества сварного соединения | 1982 |
|
SU1049216A1 |
