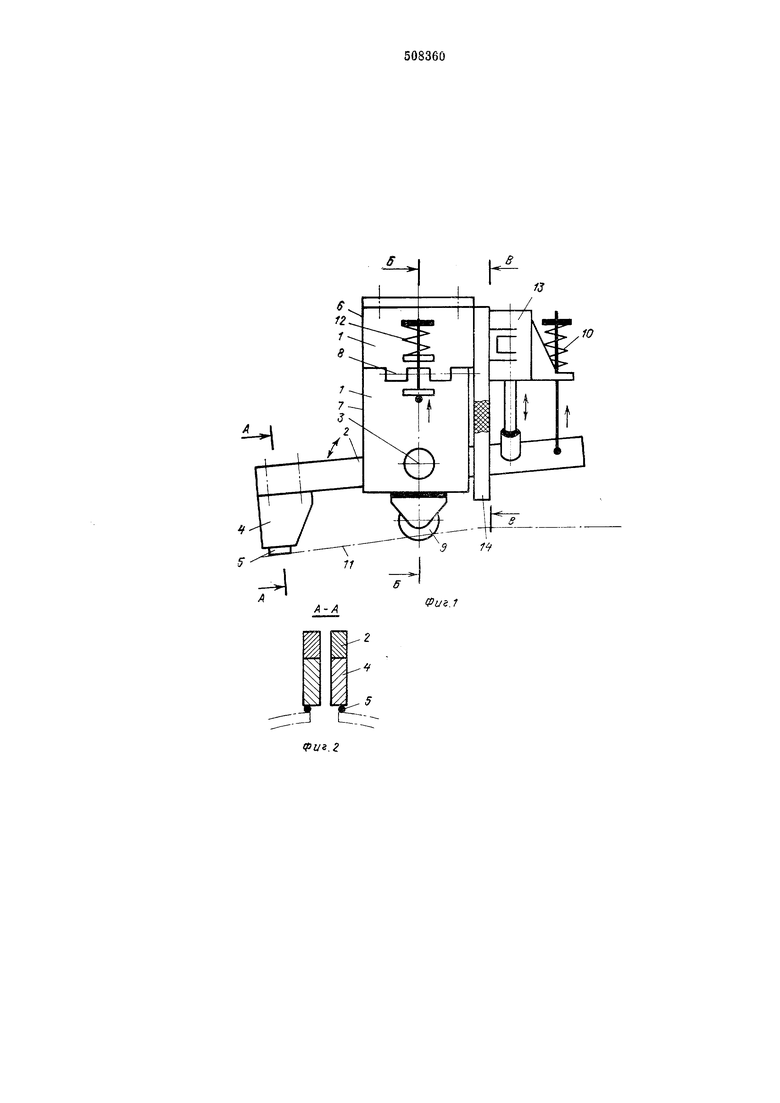
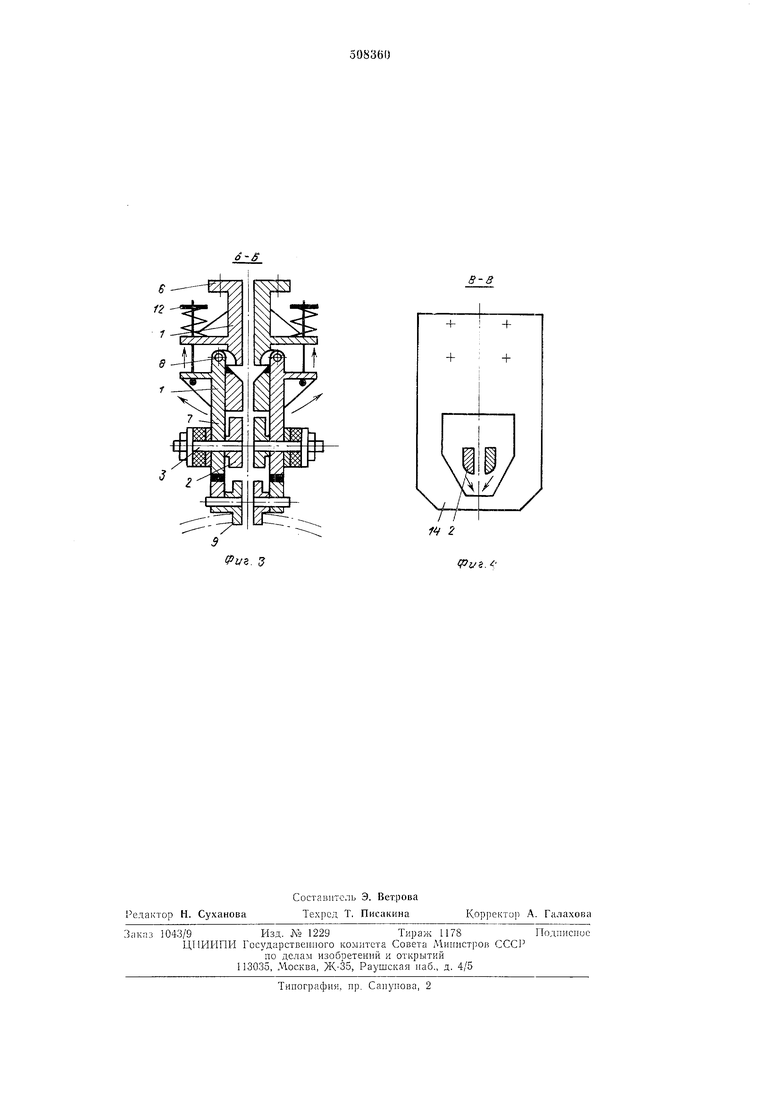
трайСфсирматоре и овязаяных с его вторичной обмоткой, и поворотных шин 7. Неподвиж-ная шина 6 и поворотная шина 7 связаны между собой шардиром 8, ось которого параллельна свариваемому шву. К по ворогным шинам 7 ,через изоляцию жестко крепятся шайбы 9 копира. Пружины 10 прижимают iKOHTaiKTH 4 к пО|Вер.Х(Ности свариваемых кромо-к 11, а пружины 12 прижимают шайбы 9 :К «роМКам 11 со/стороны ш,ели. Пнеемоцили.ндр 13, который через изоляцию связан с неподвижными шина.MiH 6, служит для подъема контактов 4 при подаче заготовки. Уоор 14 из электроизоляционпого .материала И1М-еет вырез, плавно сужаюшийся в нижней части. Сквозь вырез проходят iKOiHHbi подвижных токоподводов 2. Упор 14 служит для Сближения подвижных токоПОДВОД01В 2 и поворотных шин 7 под действием пневмОЦнлиндра 13 в тот момент, когда контакты 4 приподняты над кромками 11.
Перед 1подачей заготов ки в сварочную клеть кондуктор поднимают в верхнее положение. Контакты 4 пн-евМоцилиндром 13 подняты за счет поворота подвижных токоподводов 2 вокруг О.СИ шарнира 3. При этом концы токоподводов 2 опущены в нижнюю зкую часть выреза IB упоре 14 и сведены вместе за счет поворота шин 7 вокруг оси шарнира 8. После того, как заготовка задана в сварочную клеть, кондуктор опускают в рабочее положение. В связи с те,м, что поворотные шины 7 и подвижные токоподводы 2, несущие шайбы 9, сведены, шайбы 9 свободно входят в шель между кромками 11. После этого шток пневмоцнлиндра 13 поднимают, освобождая конпы токоподводов 2.
Пружины 10 поворачивают токоподводы 2 вокруг оси Н1арнира 3, перемещая концы токоподводов 2 в широкую верхнюю часть выреза в упоре 14. Пружины 12 поворачивают П1ИНЫ 7 вокруг оси шарнира 8, раздвигая их до прижатия шайб 9 к кромкам 11. Одновреме.яно пружины 10 прижимают ко нта1кты 4 к повер.хности свариваемых деталей, подготавливая кондуктор к сварке.
Положение шайб 9 относительно сменных контактов 4 выбирают и устана лина1)т перед сваркой TaiK, чтобы вольфрамовые наконечники 5 обоих KOHTaKTOiB 4 касались поверхности сваривае,мых деталей на одинаковом и минимальном расстоянни. от кромок 11. К неподвижным шинам 6 подается высокочастотное напряжение, ток проходит по шинам 6, через токоподводящий |1царнир 8 переходит на шины 7, через шарнир 3 - на подвижные токоподводы 2 и к KOHTaiKTa.M 4.
Далее через наконечники 5 ток пере.ходит fia кромки заготовки, протекая по сторона.м их, обращенны-м друг к другу, и замыкается через точку схождения кромок. Поверхности крОМок при этом разогреваются до необходимой температуры и, попадая при продвижении заготовки в шовосжпмающую (сварочную) 1клеть, свариваются.
При смен1,ении кромки в поперечном направленип шайба 9, прижатая пружиной 12,
следит за перемещением кромки за счет поворота шины 7 в шарнире 8.
Таким образом, во время сварки шайбы 9 независимо друг от друга копируют поперечное перемещение кромок, обеспечивая постоянное н минимальное расстояние между скользящими контактами 4 и кр01мками 11.
Ф о ip м у ,та изобретения
Кондуктор для высокочастотной сварки,
содержащий сварочный трансформатор, неподвижные токоподводы и шарнирно связанные с ними подвижные токоподводы, несущие сменные скользящие (контакты, а также копир, состоящий из двух шайб и взаимодействующий со свариваемыми кромками, отЛИчающийся тем, что, с целью повыщения качества сварки и уменьшения потребляемой мощности, непод1виж1ные токоподводы 1выполнены состоящими из верхних шин, жестко
связанных со сварочным трансформатором, и нижних .Н1ин. несущих подпружиненные подвижные токоподводы, связанных между собой с пОМОщыо пшрниров, оси которых параллельны свариваемо1му апву, и пружин, обеспечиваюпитч прижатие к свариваемым кромкам п.1айб 1копира, жестко закрепленных чере:) изоляцию на концах нижних 1пин.
Н
А-А
Фиг.Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для высокочастотной сварки | 1980 |
|
SU975283A1 |
| Кондуктор для высокочастотной сварки | 1976 |
|
SU617208A1 |
| Способ высокочастотной сварки труб | 1986 |
|
SU1369878A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU946855A1 |
| ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU271673A1 |
| ГОЛОВКА ДЛЯ РАДИОЧАСТОТНОЙ СВАРКИ ТРУБI ,•'..'^11-1 ' ' Ibl/.h-'.^-'-L../,,.Di'ioAp'lcKAПЖ- -i№ • г^ТГ^--'"'"'^-* т^дд-ддаьтшняе! | 1965 |
|
SU172930A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1986 |
|
SU1329936A2 |
| "Способ высокочастотной сварки полос внахлестку и установка для его осуществления | 1977 |
|
SU740441A1 |
| Кондуктор для высокочастотной сварки | 1981 |
|
SU948580A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
f
%:
8-8
