Изабретение относился к области сварки, в частности к электродным покрытиям, применяемым преимущественно для сварки никеля. Известны различные составы покрытий для сварки никеля, наприэдер покрытие 1, содержащее следующие компоненты, вес. %: Мрамор Плавиковый шпат Ферротитан Алюминий Марганец Ферросилиций Никель-магниевая лигатура Недостатком даяного электрода является склонность к образованию пор в сварном шве, неустойчивое горение дуги и повышенное разбрызгивание электродного металла. Наряду с этим мнагокомпонентное легирование этого электрода ограничивает применение его для конструкций, работающих в разнообразных агрессивных средах, вследствие снижения коррозионных свойств шва. Наиболее близким по составу является электродное покрытие 2, содержащее следующие компоненты, вес. %: 5 15 20 25 30 Мрамор Плавиковый щпат Кар|бид титана Дэнный электрод позволяет устранить ряд перечисленных выше недостатков. Введение в качестве раокислителя одного компонента - карбида титана повышает коррозионную стойкость сварных швов в агрессивных средах, что позволяет расширить область .применения данного электрода. Кроме того, карбид титана снижает окислительный потенциал атмосферы дуги, это позволяет повысить плотность металла шва и механические свойства сварного соединения. Однако шлаковая система этих электродов в сочетании с карбидом титана вызывает ухудшение отделимости шлаковой корки. Ввиду отсутст1вия в покрытии данных электродов жомпонентов пластификаторов 1возни1кает трудность их изготовления методом опрессовки. С целью улучшения технологии изготовления и отделимости шлаковой корки состав электродного покрытия дополнительно содержит полевой шпат, двуокись титана и бентонит, при следующем соотношении компонентов, вес. %:
30-40
8-16
3-7
1-3
2-4 Остальное
Введение |перечисле(нных компонентов в электродное по.крытие изменяет эффективный потенциал ионизации, эмиссионную способность катода и физико-химические свойства шлаковой системы. Эти факторы позволяют повысить устойчивость горения дуги, уменьшить разбрызгивание и улучшить отделимость шлаковой корки. Кроме того, введение небольших количеств бентонита в сочетании с полевым ш.патом улучшают обмазочно-формовочные свойства пок.рытия. Полевой шшат IB сочетании с традиционными компонентами раскислителями (Мп, А1, Ti я др.), ранее применявшимися в электродных покрытиях для аварки .никеля, ие применялся всладспвие окисляющего воздейст1вия на металл шва. В сочетании € карбидо.м титана, -который является высокотемлературным раскислителем, его применение является возможньгм.
При обработке данного электродного покрытия опробовано несколько его составов. В .качестве электродных стержней применяется проволока из никеля марки НП-2 диаметром 4,0 мм. Перед сваркой электроды прокали1ваются при тем-перагуре 350°С в течение 2 часов.
Олробование проводится при сварке образцов из никеля .марки НП-2 и низколегированного никеля с добавками 0,4 Ti и 1,0% Ti в основном металле. Толщина образцов 4,0мм. Сварка ггрово|дится постоянным током обратной полярно-сти при силе сварочного тока 1.60-200 и.
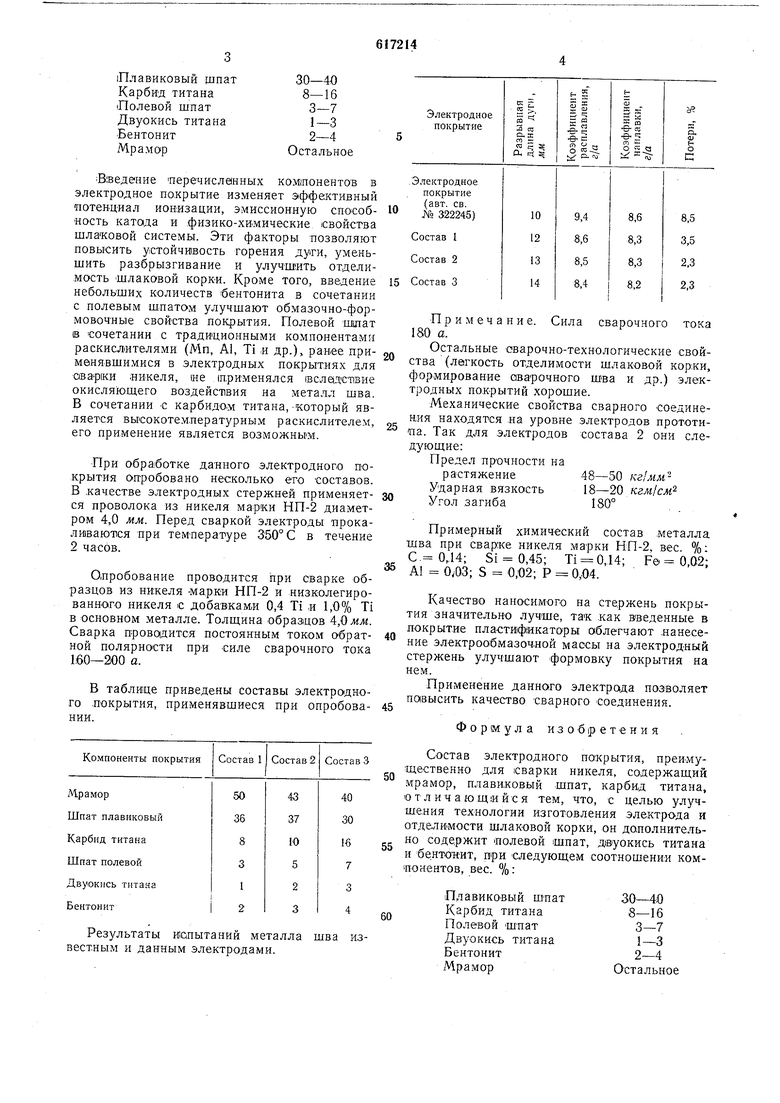
В таблице приведены составы электродного .покрытия, применявшиеся при опробоваНИИ.
Результаты испытаний металла шва известным и данным электродами.
Примечание. Сила сварочного тока 180 а.
Остальные сварочно-технологические свойства (легкость отделимости шлаковой кор.ки, формирование сварочного шва и др.) электродных по.крытий хорошие.
Механические свойства сварного соединения находятся .на уровне электродов прототипа. Так для электродов состава 2 они следующие:
Предел прочности на растяжение48-50
Ударная вязкость18-20 кгм/см
Угол загиба180°
Примерный химический состав .металла шва при свар:ке никеля марки НП-2, вес. %: С. 0,.14; Si 0,45; ,14; F© 0,02; Al 0,03; S 0,02; P 0,04.
Качество наносимого на стержень покрытия значительно лучше, так .как введенные в покрытие пластификаторы облегчают .нанесение электрообмазоч.ной массы на электродный стержень улучшают формовку покрытия на нем.
Применение данного электрода позволяет повысить качество сварного соединения.
Формула изобретения
Состав электродного покрытия, преимущественно для сварки никеля, со.держащий мрамор, плавЕковый шпат, карбид титана, отличающийся тем, что, с целью улучшения технологии изготовления электрода и отделимости шлаковой корки, он до.полнительно содержит полевой шпат, двуокись титана и бентоиит, при Следующем соотношении комтонентов, вес. %:
30-40 8-16
3-7 1-3
2-4 Остальное 56
Источники информации, принятые во вни-2. Авторское свидетельство СССР №322245,
ма.ние при экспертизе:
1. Авторское свидетельст1во СССР № 11-8923,кл. В 23 К 35/365, 1970. кл. В 23 К 35/365, 1953.
617214 
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия для сварки никеля | 1989 |
|
SU1676777A1 |
| Состав электродного покрытия | 1978 |
|
SU766797A1 |
| Состав электродного покрытия | 1988 |
|
SU1539030A1 |
| Состав электродного покрытия для сварки никеля | 1985 |
|
SU1260158A1 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |
| Состав электродного покрытия для сварки сталей | 1983 |
|
SU1242322A1 |
| Состав электродного покрытия для сварки тяжелых цветных металлов | 1984 |
|
SU1228998A1 |
| Состав электродного покрытия | 1983 |
|
SU1136912A1 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
