Изоеретение относится к сварке, в частности к составу электродного покрытия, преимущественно для сварк меди. Известны различные составы электродных покрытий для сварки меди, н пример покрытие l, содержащее сле дующие компоненты, вес.% MpciMop40 Плавиковый шпат 43 Ферросилиций3 Ферромарганец 4 Кварцевый песок 2 Каолин3 Кальцинированная сода 2 Недостаток данного электрода склонность к образованию пор в свар ном шве, неустойчивое горение дуги и-повышенное разбрызгивание электрод ного металла. Наряду с этим многокомпонентное легирование этого элек рода ограничивает-его применение дл конструкций, работающих в разнообра ных агрессивных средах, вследатвии снижения коррозионных свойств шва. Наиболее близким по составу к дан ному электродному покрытию является электродное покрытие 2, содержащее .следующие компоненты, вес.% . Мрамор35-50 Плавиковый шпат 30-50 Тугоплавкое соединение циркония8-20 (карбид, борид) Данное электродное покрытие позволяет устранить ряд перечисленных выше недостатков. Введение в качестве раскислителя одного компонента (борида циркония) повышает коррозионную стойкость сварных швов в агрессивных средах, что позволяет расширить область применения данного электрода. Кроме того, борид циркония снижает окислительный потенциал атмосферы дуги, это позволяет повысить плотность металла шва и механические свойства сварного соединения. Однако шлаковая система этих электродов в сочетании с боридом циркония вызывает недостаточную отделимость шлаковой корки. Ввиду отсутствия в покрытии данных электродов компонентов пластификаторов возникает трудность их изготовления методом опрессовки. Цель изобретения - возможность изготовления электродного покрытия методом опрессовки и повышение сварочно-технологических свойств электродного покрытия, а именно: повышение у1ТОЙЧИВОСТИ горения дуги, уменьшение разбрызгивания и улучшение отделимости шлаковой корки.
Цель достигается тем, что состав электродного покрытия дополнительно содержит полевой шпат; бентонит и окисел металла, выбранный из группы pop, цирконий, при этом содержание .всех указанных ингредиентов должно быть в следующих соотношениях, вес.% Мрамор40-50
Плавиковый шпат 30-40 Тугоплавкое соединение циркония8-16
Полевой шпат2 - 7 ,
Бентонит2- 4
Мрамор Остальное
В качестве окисла бора данное покрытие содержит борный ангидрид в количестве 1-3%, а в качестве тугоплавкого соединения циркония содержит карбид циркония и борид циркония.
Введение перечисленных и данных компонентов в электродное покрытие изменяет эффективный потенциал ионизации, эмиссионную способность катода и физико-химические свойства шлаковой системы. Эти факторы позволяют повысить устойчивость горения дуги, уменьшить разбрызгивание и улучшить отделимость шлаковой корки. Кроме того, введение небольших количеств бентонита в сочетании с полевым шпатом улучшают обмазочно-формовочные свойства покрытия. Полевой шпат в сочетании с традиционными компонентами раскислителями (Ti, А1 и др.), ранее применявшихся в электродных покрытиях для сварки меди, не применялся вследствии окисляющего воздейств.ия на металл шва. В сочетании с карбидом циркония, который является высокотемпературным раскислителем, его применение является возможным.
Лри отработке предложенного элек pojifiioro покрытия было опробовано несколько его составов. В качестве электродных стержней применялась проволока марки Ml диаметром 4,0 мм. Перед сваркой электроды прокалились при 350.С в течение 2 час. Опробование проводилось при сварке образцов толщиной 4,0 мм из меди марки Ml. Сварка проводилась постоянным током обратной полярности при силе сваооч ного тока 160-200 А.
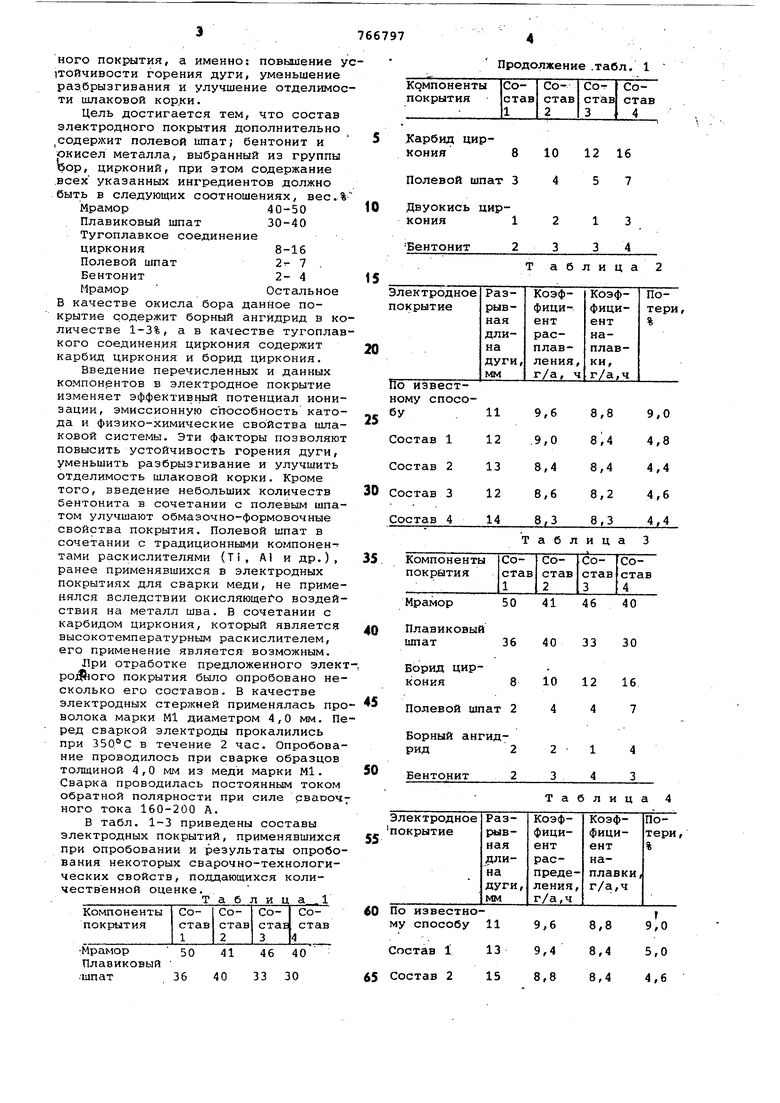
В табл. 1-3 приведены составы электродных покрытий, применявшихся при опробовании и результаты опробования некоторых сварочно-технологических свойств, поддающихся количественной оценке.
Та блиц а 1
Продолжение .табл. 1
.Карбид цира б л и ц а
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1976 |
|
SU617214A1 |
| Состав электродного покрытия для сварки никеля | 1989 |
|
SU1676777A1 |
| Электродное покрытие | 1975 |
|
SU562403A1 |
| Состав электродного покрытия для сварки тяжелых цветных металлов | 1984 |
|
SU1228998A1 |
| ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ СВАРКИ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2006 |
|
RU2319590C2 |
| Состав электродного покрытия | 1983 |
|
SU1136912A1 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |
| Состав электродного покрытия | 1989 |
|
SU1662792A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
Мрамор50 41 46 40
Плавиковый .шпат36 40 33 30
Состав 113
65 состав 2 15 Продолжение табл. 4 Остальные сварочно-технологически свойства электродных покрытий (легкость отделимости шлаковой корки, фо мирование сварного шва и др.) хороши Качество наносимого на стержень пок{яатия, оценка которого проводилас внешним осмотром, значительно лучше, так как введенные в покрытие пластификаторы облегчают нанесение электро дообмазочной массы на электродный стержень, улучшают- формовку покрытия на нем. Формула изобретения 1. Состав электродного покрытия, преимущественно для сварки меди. содержащий мрамор, плавиковый шпат и тугоплавкое соединение циркония, отличающийся тем, что, с целью повышения сварочно-технологических свойств, он дополнительно содержит полевой шпат, бентонит и окисел металла, выбранный из группы бор, цирконий,., при следующем соотношении компонентов, вес.% Плавиковый шпат 30-40 Тугоплавкое соединение циркония3-16 Полевой шпат3- 7 Окисел метйлла, выбранный из группы бор, цирконий1- 4 Бентонит2- 4 Мрамор Остальное 2. Состав по п. 1, о т л и ча ющ и и с я тем, что в качестве окисла бора содержит борный ангидрид в количестве 1-3%. Источники информации, принятые во внимание при экспертизе 1.Клячкин Я. Л. Сварка цветных металлов и сплавов. М. Машинострое1964, с. 164. 2.Авторское свидетельство СССР 502403, кл. В 23 К 35/365, 1975 (прототип) ..
