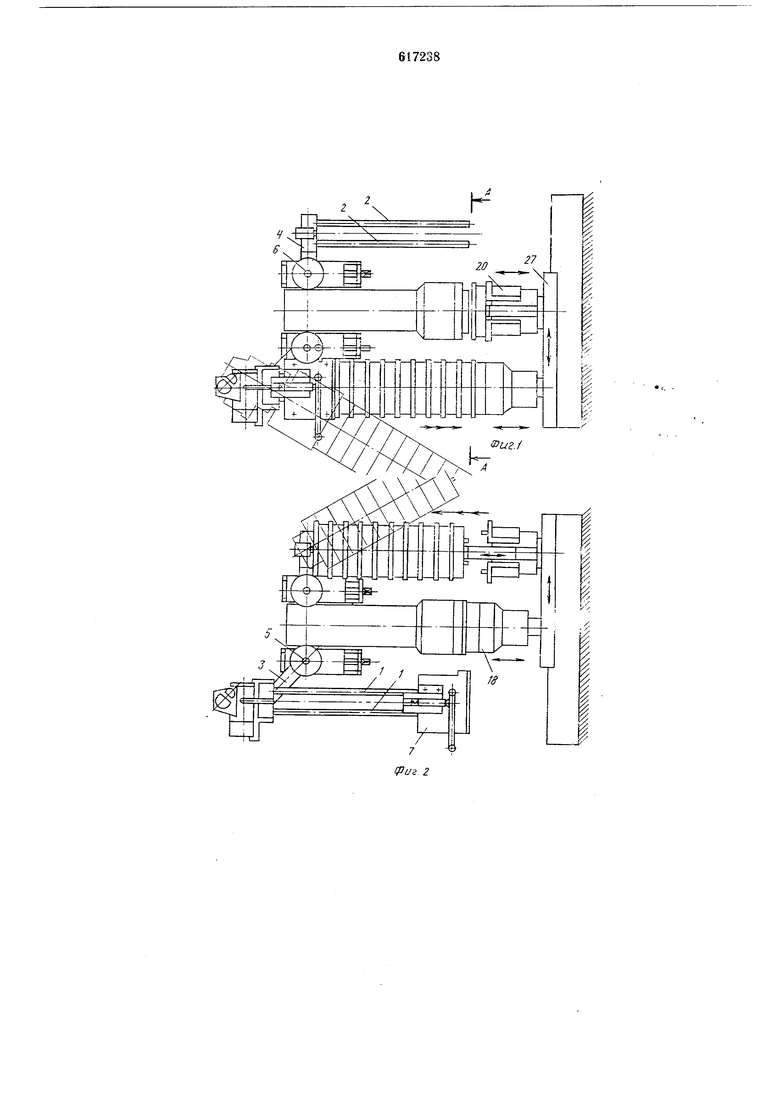
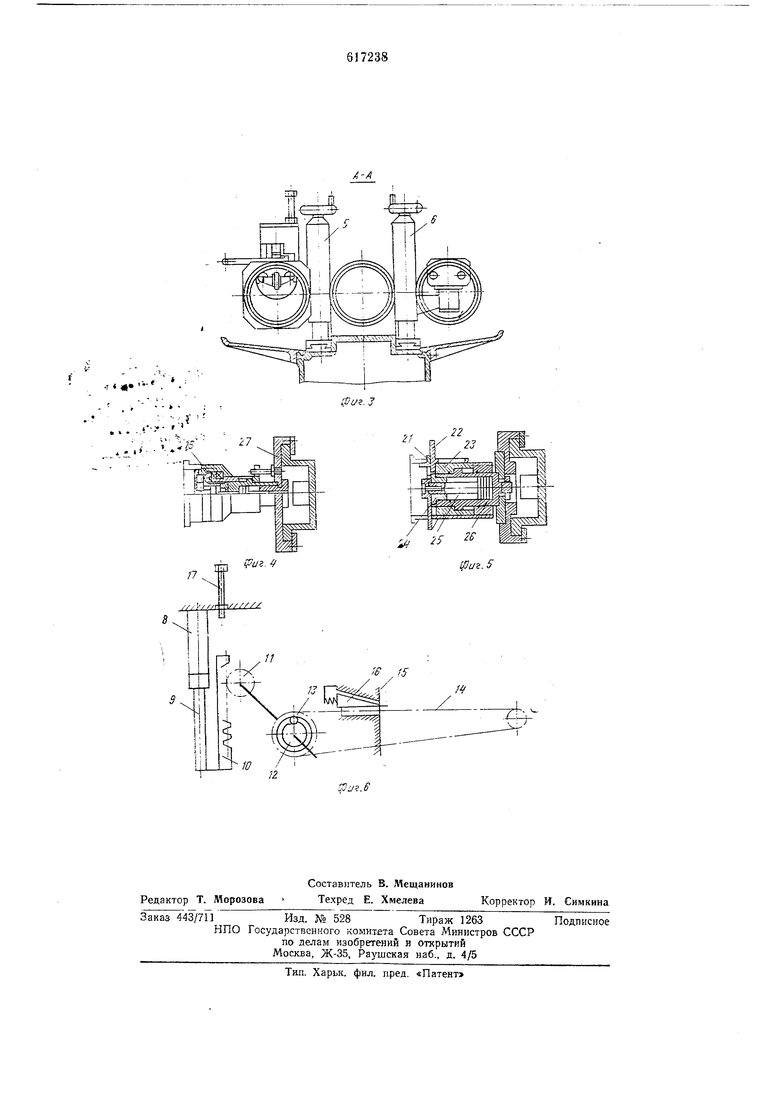
з.и.на / омонрирозан механизм 7 шагового перемещения, состоящий из поршня 8, штока 9 с зубчатой рейкой 10, взаимодействующей с шестер.ней 1J, обгонной муфты 12, передающей крутящий момент ведущей эвездочки 13 цепной передачи 14. Торцавый упор 15 зак.р.еплеп пр.и помощи клинового зажима 16 на цепной передаче 14. Величина шагового перемещения механизма 7 зависит от вы.соты деталл и регулируется упором 17. Перенос деталей в зону обр. осущест1вляется с 1по1мощью питателя 18, И1меющего трехкулачковый захват 19, а для выгрузки служит съемник 20, содержащий трехлепестковую оцравку 21, установленную в пазах кро.нштейна 22, за:крепленного на наружном цилиндре 23, толкатель 24 с шток01М 25 цилиндра 26. Питатель 18 и съемник 20 смонтированы на каретке 27.
Работает устройство следуюшим образом.
Магазин /, развервутый под углом к оси лшТЙйй еля станка, заполняется деталя ми и noBo,pg;4,nj aeTq5i в исходное положение. Ме; ханиэм 7 шагового перемещения посредством кПоршня-§, штока 9, зубчатой рейки 10, шестерни /./, ;рбгонной муфты 12 передает жрутйший момент звездочке 13 цепной передачи
14, в результате чего торцовый упор 15 подает деталь в захват 19 питателя 18, который переносит ее в зону обработжи и прижимает к торцу щпинделя станка, а съемник 20 в это время прииимает деталь в зоне обработки на Tipехлепестковую оправку 21 и переносит ее в арлемник 2. Когда вся партия деталей попадает из магазина /3 приемник 2, станок автО|М.атич.ески прекращ,ает работу. Приемник 2 поворачивают на угол, необхо.димый для выдрузки, и обработанную партию деталей снимают со стан:ка, после чего прлемнвк возв ращ-ают в перво.начальпое рабочее положение.
Формула изобретения
Загрузочно-разгрузочное устройст1во, содержащее каретку с питателем и съемником, «агазин и приемник в виде стержневых лотsKo-B, отличающееся тем, что, с целью обеспечения возможности переналадки устройства прИ обр.аботке деталей различных
типоразмеров, .магазин снабжен мекаНизу Ом. ш.ато.вого перемещения с за.К|репленным на нем неподвижио тордовьш упором и установлен совместно с дриемником с йозможностью углового и вертикального движения для сов(мещения оси деталей с осью Ш1пи,нделя станка. Источники ин фо/р;М.ации, Принятые во IBHH laiHHe нри экспертизе:
1. Авторское свидетельство СССР N- 337233, кл. В 23 Q 7/08, 1971.
2. Малов А. Н. Загрузочные устрОйспва для металлорежущих станков, «.Машиностроение, 1965, с. 156, фиг. 91.
«
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Автоматический комплекс для штамповки деталей из полосы | 1985 |
|
SU1258573A2 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Устройство для перемещения изделий | 1987 |
|
SU1495055A1 |
| Многопозиционный сверлильный автомат | 1978 |
|
SU774819A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |