1
Изобретение относится к области изготов.дения изделий методом литья под давлением.
Известна литьевая форма для изготовления изделий из Полимерных материалов, содержащая плиту пуансонов и плиту матриц с формующими знаками 1.
Известна также литьевая форма для изготовления изделий из полимерных материалов, содержащая плиту с расположенным в ней пуансоном, обойму с размещенной в ней матрицей с формующими знаками 2.
В известных формах матрица с формующими знаками жестко закреплена в обойме, что создает неудобства при извлечении изделий и снижает производительность.
Цель изобретения - облегчение извлечения изделий и повышение производительности.
Для достижения поставленной цели в предлагаемой форме матрица выполнена в виде диска, закрепленного на оси, установленной в обойме С ВОЗМОЖНОСТЬЮ осевого и вращательного движений относительно обоймы, а для Предотвращения поворота диска в обойме, в последней закреплены втулка с продольным пазом и направляющая колонка, взаимодействующая с направляющей втулкой, размещенной в диске, а на оси диска установлена шпонка, взаимодействующая с пазом втулки обоймы.
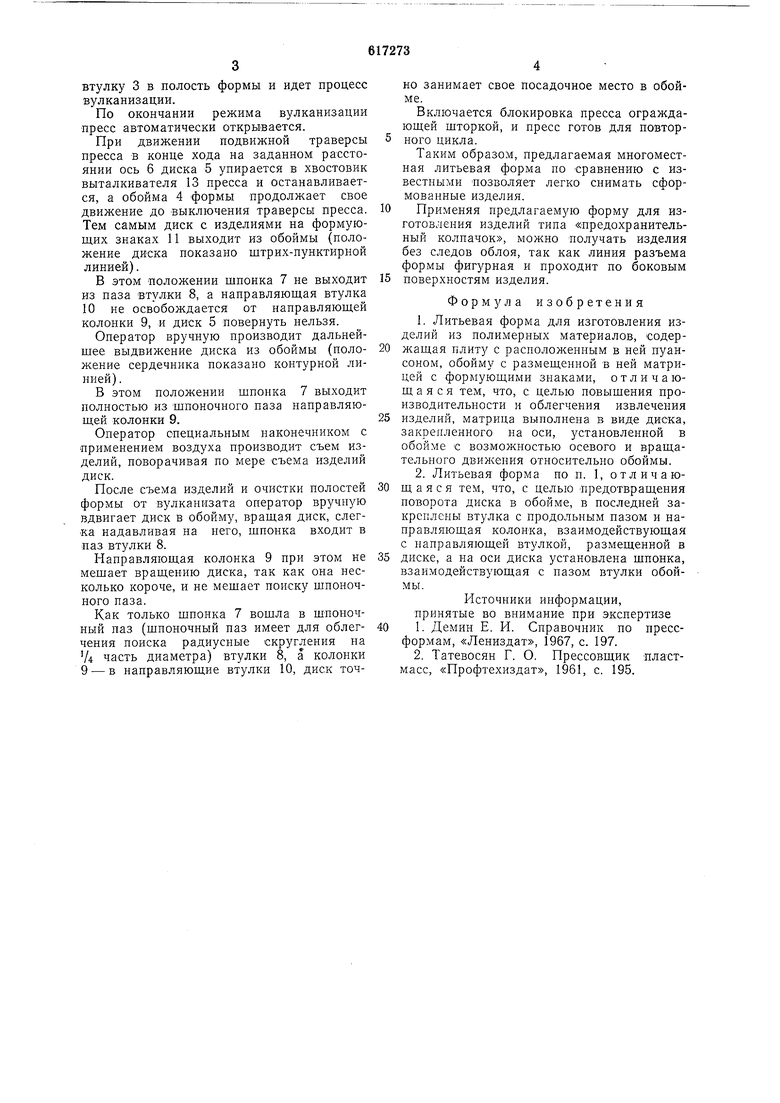
На фиг. 1 показан продольный разрез формы в закрытом, полураскрытом и раскрытом положении; на фиг. 2 дано изделие, формованное в предлагаемой пресс- форме.
Литьевая форма содержит неподвижную плиту 1 с закрепленными в ней пуансоном 2 и литниковой втулкой 3, подвижную обойму 4 с размещенной в ней матрицей, выполненной в виде диска 5, жестко связанного с осью 6, на которой установлена шпонка 7, взаимодействующая с продольным пазом втулки 8, закрепленной в обойме 4. В обойме установлена направляющая колонка 9, взаимодействующая с нацравляющей втулкой 10 диска 5, в котором размещены формующие знаки И.
Обойма 4 с диском 5 связана с основанием 12. Литьевая форма работает следующим
образом.
После смыкания плит пресса по достижении необходимого давления щприц-агрегат пресса автоматически производит впрыск резиновой смеси через литниковую
втулку 3 в полость формы и идет процесс вулканизации.
По окончании режима вулканизации пресс автоматически открывается.
При движении подвижной траверсы пресса в конце хода на заданном расстоянии ось 6 диска 5 упирается в хвостовик выталкивателя 13 пресса и останавливается, а обойма 4 формы продолжает свое движение до выключения траверсы пресса. Тем самым диск с изделиями на формующих знаках 11 выходит из обоймы (положение диска показано штрих-пунктирной линией).
В этом положении шпонка 7 не выходит из паза втулки 8, а направляющая втулка 10 не освобождается от направляющей колонки 9, и диск 5 повернуть нельзя.
Оператор вручную производит дальнейшее выдвижение диска из обоймы (положение сердечника показано контурной линией).
В этом положении шпонка 7 выходит полностью из шпоночного паза направляющей колонки 9.
Оператор специальным наконечником с применением воздуха производит съем изделий, поворачивая по мере съема изделий диск.
После съема изделий и очистки полостей формы от вулканизата оператор вручную вдвигает диск в обойму, вращая диск, слегка надавливая на него, шпонка входит в паз втулки 8.
Направляющая колонка 9 при этом не мешает вращению диска, так как она несколько короче, и не мешает поиску щпоночпого паза.
Как только шпонка 7 вошла в шпоночный паз (шпоночный паз имеет для облегчения поиска радиусные скругления на /4 часть диаметра) втулки 8, а колонки 9 - в направляющие втулки 10, диск точно занимает свое посадочное место в обойме.
Включается блокировка пресса ограждающей шторкой, и пресс готов для повторного цикла.
Таким образом, предлагаемая многоместная литьевая форма по сравнению с известными позволяет легко спимать сформованные изделия.
Применяя предлагаемую форму для изготовления изделий типа «предохранительный колпачок, можно получать изделия без следов облоя, так как линия разъема формы фигурная и проходит по боковым
поверхностям изделия.
Формула изобретения
1.Литьевая форма для изготовления изделий из полимерных материалов, содержащая плиту с расположенным в ней пуансоном, обойму с размещенной в ней матрицей с формующими знаками, отличающаяся тем, что, с целью повышения производительности и облегчения извлечения
изделий, матрица выполнена в виде диска, закрепленного на оси, установленной в обойме с возможностью осевого и вращательного движения относительно обоймы.
2.Литьевая форма по п. 1, отличающаяся тем, что, с целью Предотвращения
поворота диска в обойме, в последней закреплены втулка с продольным пазом и направляющая колонка, взаимодействующая с направляющей втулкой, размещенной в диске, а на оси диска установлена шпонка, взаимодействуюшая с пазом втулки обоймы.
Источники информации, принятые во внимание при экспертизе 1. Демин Е. И. Справочник по прессформам, «Лениздат, 1967, с. 197.
2. Татевосян Г. О. Прессовщик пластмасс, «Профтехиздат, 1961, с. 195.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1982 |
|
SU1058784A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1199646A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| Литьевая форма для изготовления полимерных изделий с пересекающимися каналами | 1988 |
|
SU1595662A1 |
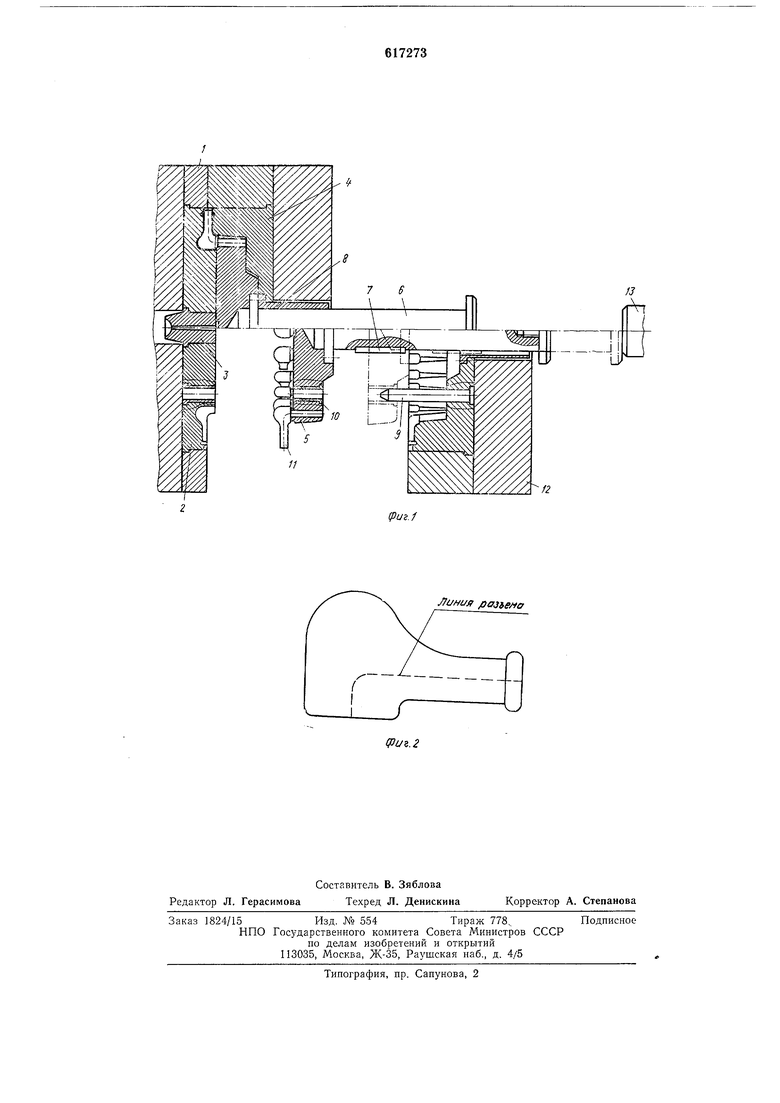
Линия pojte o
