Изобретение относится к устройствам для переработки полимерных материалов в изделия, в частности может быть использовано при изготовлении полимерных изделий, имеющих пересекающиеся каналы, а также наружные выступы многоканальных распределителей.
Цель изобретения - уменьшение габаритов формы и снижение непроизводительного расхода полимерных материалов, путем осуществления привода знаков, расположенных в одной плоскости, ползунами, размещенными в разных плоскостях, а также расширение технологических возможностей формы и предотвращение возможного перекоса ползуна осевого знака от несимметричной нагрузки.
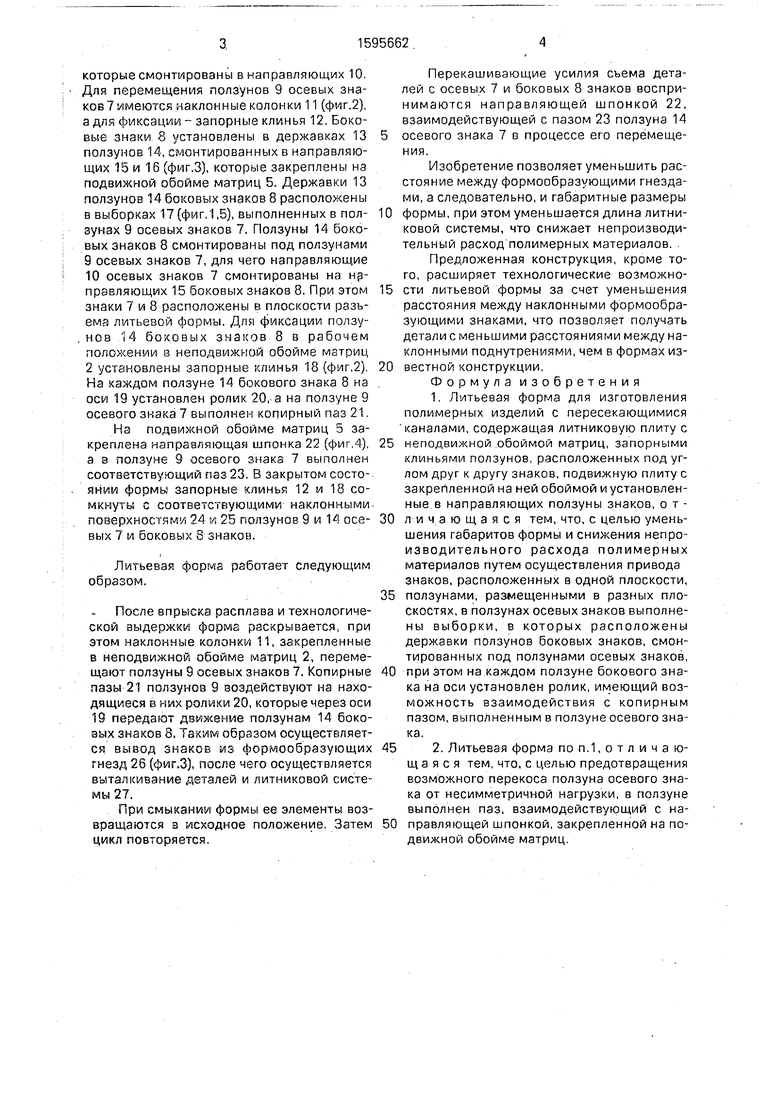
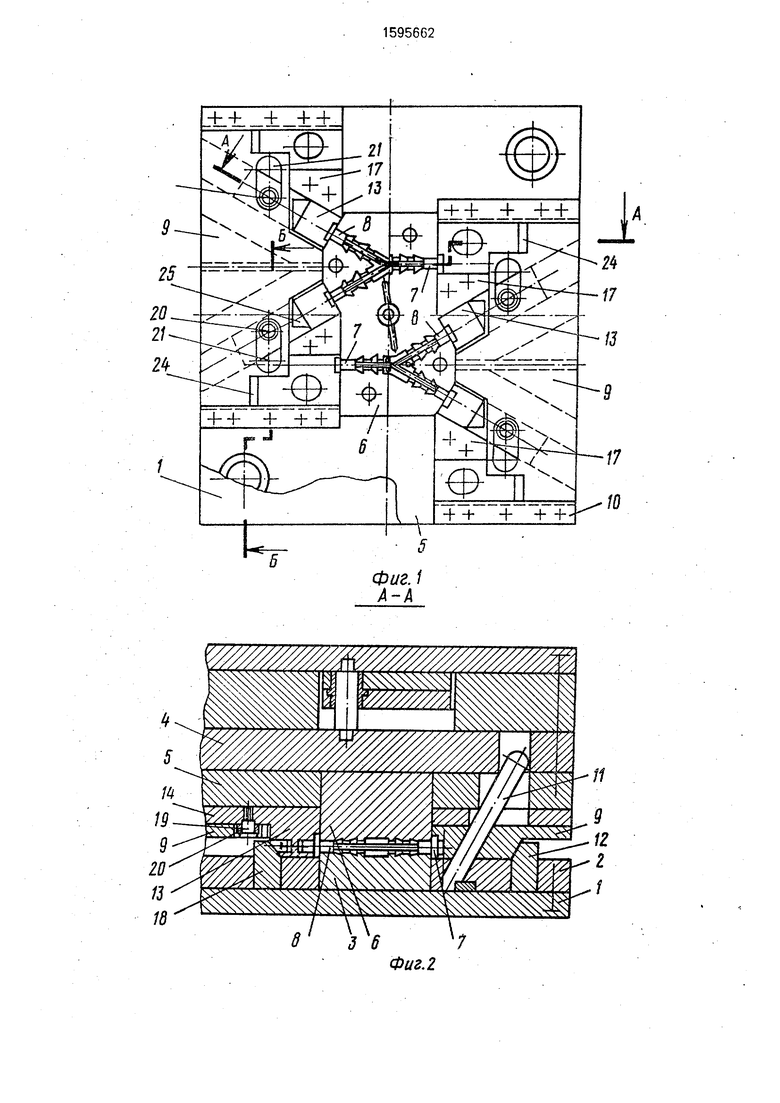
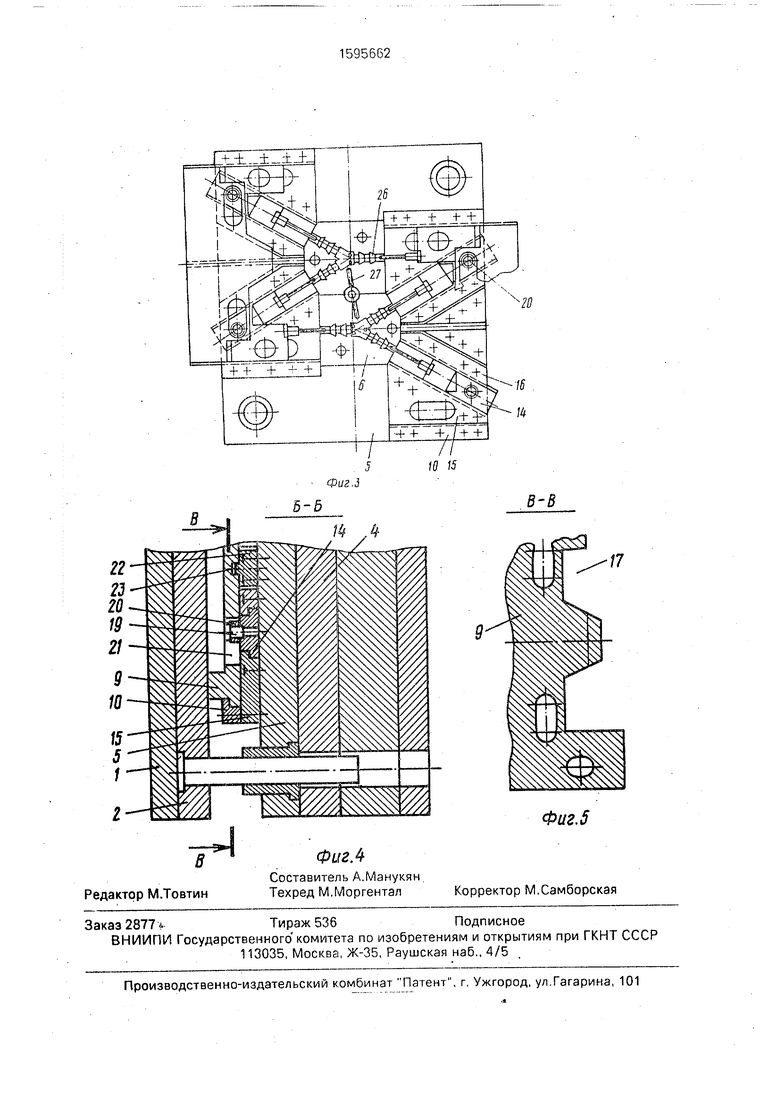
На фиг.1 дана форма с вырывом по плоскости разъема; на фиг.2 - сечение А-А на фиг.1; на фиг.З - подвижный пакет формы при отведенном положении ползунов; на фиг.4 - сечение Б-В-на фиг.1; на фиг.5 - сечение В-В на фиг.4.
Литьевая форма для изготовления полимерных изделий с пересекающими каналами содержит литниковую плиту 1, на которой установлена неподвижная обойма матрицы 2 (фиг.2) с закрепленными в ней полуматрицами 3; подвижную плиту 4, на которой закреплена подвижная обойма матриц 5 с установленными в-ней полуматрицами 6. Для оформления осевых каналов предусмотрены осевые знаки 7, а для боковых каналов - боковые знаки 8 (фиг,1). Осевые знаки 7 установлены в ползунах 9,
сл
ю сл
о о к
оторые смонтированы в направляющих 10. ля перемещения ползунов 9 осевых знаов 7 имеются наклонные колонки 11 (фмг.2), для фиксации - запорные клинья 12. Бокоые знаки. 8 установлены в державках 13 олзунов 14,смонтированных в направляющих 15 и 16 (фиг.З), которые закреплены нз подвижной обойме матриц 5. Державки 13 ползунов 14 боковых знаков 8 расположены в выборках 17 (фиг.1,5), выполненных в ползунах 9 осевых знаков 7. Ползуны 14 боковых знаков 8 смонтированы под ползунами
9осевых знаков 7, для чего направляющие
10осевых знаков 7 смонтированы на правляющих 15 боковых знаков 8. При этом знаки 7 и 8 расположены в плоскости разъема литьевой формы. Для фиксации ползунов 14 боковых знаков 8 в рабочем положении в неподвижной обойме матриц 2 установлены запорные клинья 18 (фиг.2). На каждом ползуне 14 бокового знака 8 на оси 19 установлен ролик 20,-а на ползуне 9 осевого знака 7 выполнен копирный паз 21. На подвижной обойме матриц 5 закреплена направляющая шпонка 22 (фиг.4). а в ползуне 9 осевого знака 7 выполнен соответствующий паз 23. В закрытом состоянии формы запорные клинья 12 и 18 сомкнуть с соответствующими наклонными, поверхностями 24 и 25 ползунов 9 и 14 осевых 7 и боковых 8-знаков.
Литьевая форма работает следующим образом.
После впрыска расплава и технологической выдержки форма раскрывается, при этом наклонные колонкм 11, закрепленные в неподвижной обойме матриц 2, перемещают ползуны 9 осевых знаков 7. Копирные пазы 21 ползунов 9 воздействуют на находящиеся в них 20, которые через оси 19 передают движение ползунам 14 боковых знаков 8. Таким образом осуществляется вывод знаков из формообразующих гнезд 26 (фиг.З), после чего осуществляется выталкивание деталей и литниковой системы 27.
При смыкании формы ее элементы возвращаются а исходное положение. Затем цикл повторяется.
Перекашивающие усилия съема деталей с осевых 7 и боковых 8 знаков воспринимаются направляющей шпонкой 22, взаимодействующей с пазом 23 ползуна 14
осевого знака 7 в процессе его перемещения.
Изобретение позволяет уменьшить расстояние между формообразующими гнездами, а следовательно, и габаритные размеры
формы, при этом уменьшается длина литниковой системы, что снижает непроизводительный расход полимерных материалов. .
Предложенная конструкция, кроме того, расширяет технологические возможности литьевой формы за счет уменьшения расстояния между наклонными формообразующими знаками, что позволяет получать детали с меньшими расстояниями между наклонными поднутрениями, чем в формах известной конструкции.
Формула изобретения 1. Литьевая форма для изготовления полимерных изделий с пересекающимися каналами, содержащая литниковую плиту с
неподвижной .обоймой матриц, запорными клиньями ползунов, расположенных под углом друг к другу знаков, подвижную плиту с закрепленной на ней обоймой и установленные в направляющих ползуны знаков, о т ли чающаяся тем, что, с целью уменьшения габаритов формы и снижения непроизводительного расхода полимерных материалов путем осуществления привода знаков, расположенных в одной плоскости,
ползунами, размещенными в разных плоскостях, в ползунах осевых знаков выполнены выборки, в которых расположены державки ползунов боковых знаков, смонтированных под ползунами осевых знаков,
при этом на каждом ползуне бокового знака на оси установлен ролик, имеющий возможность взаимодействия с копирным пазом, выполненным в ползуне осевого знака.
2. Литьевая форма по п. 1, о т л и ч а ю- щаяся тем, что, с целью предотвращения возможного перекоса ползуна осевого знака от несимметричной нагрузки, в ползуне выполнен паз, взаимодействующий с направляющей шпонкой, закрепленной на подвижной обойме матриц.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| ЭТАЖНАЯ ЛИТЬЕВАЯ ФОРМА | 1993 |
|
RU2050278C1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий с внутренней резьбой | 1987 |
|
SU1435468A1 |
Изобретение относится к устройствам для переработки полимерных материалов в изделия и предназначено для изготовления изделий типа тройников с пересекающимися каналами. Цель изобретения - уменьшение габаритов формы и снижение непроизводительного расхода материалов путем осуществления привода знаков. В ползунах осевых знаков выполнены выборки, в которых расположены державки ползунов боковых знаков, смонтированных под ползунами осевых знаков, при этом на каждом ползуне бокового знака на оси установлен ролик, имеющий возможность взаимодействия с копирным пазом, выполненным в ползуне осевого знака. Наличие в ползуне паза позволяет предотвратить возможность переноса ползуна осевого знака от несимметричной нагрузки. 1 з.п.ф-лы, 5 ил.
/J
18
Фиг. 2
5-5
Редактор М.Товтин
Фиг А
Составитель А.Манукян.
Техред М.МоргенталКорректор М.Самборская
В В
17
Фиг.5
| Технологическая оснастка для переработки термопластов: Отраслевой каталог Министерства строительного, дорожного и коммунального машиностроения, М., 1983 | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Альбом конструкций пресс-форм для переработки пластмасс ПО Киевторгмаш, 1971,0,120. | |||
