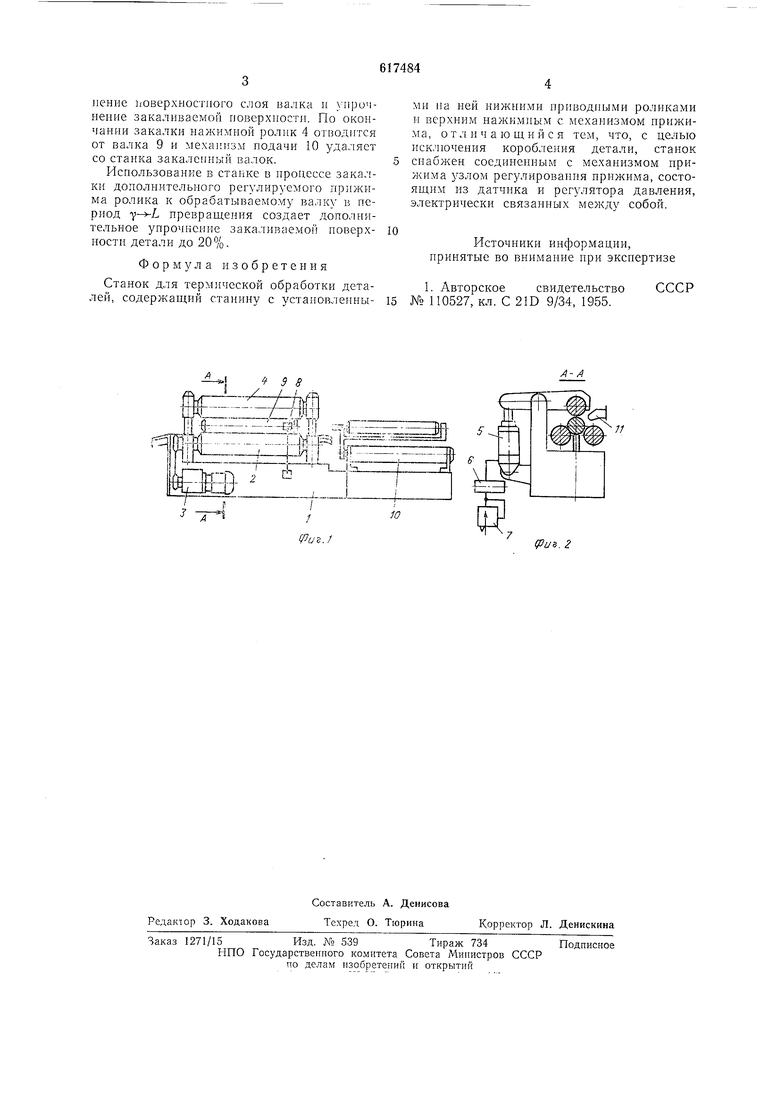
пение ьоверхыостпого слоя валка и упрочнение закаливаемой новерхности. По окончании закалки нажимной ролик 4 отводится от валка 9 и механизм подачи 10 уда.тяет со станка закалеьный валок.
Исиользованке в станке в нроцессе зака.чки дополнительного регулируемого прижима ролнка к обрабатываемому валку в период нревращения создает дополнительное упрочнение закаливаемой иоверхнести детали до 20% %.
Формула изобретения
Станок для термической обработки деталей, содержащий станину с установленными па иеи нижними приводпыми роликами и верхним нажимиым с мехаиизмом прижима, о т л и ч а ю UI. и и с я тем, что, с целью исключения коробления детали, станок сиабжен соединенным с механизмом прижима узлом регулирования прижима, состоящим из датчика и регулятора давления, электрически связанных между собой.
Источники информации, иринятые во внимание при экспертизе
СССР
1. Авторское свидетельство 15 № 110527, кл. С 21D 9/34, 1955.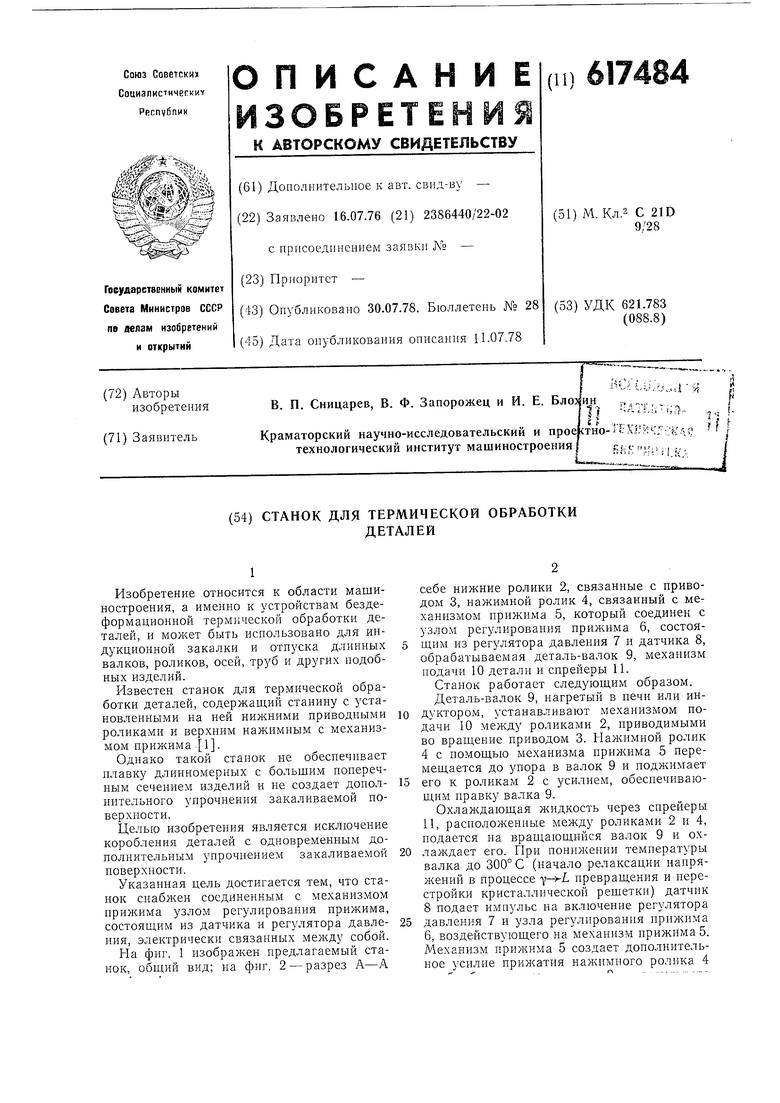
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностной электроконтактной закалки деталей | 1985 |
|
SU1325092A1 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Способ нанесения покрытия на детали | 1990 |
|
SU1808572A1 |
| Устройство для закалки деталей | 1980 |
|
SU885299A1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАЗМЕРОВ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2611616C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2629401C1 |
| УСТРОЙСТВО для ЗАКАЛКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1972 |
|
SU324275A1 |
| Способ поверхностного упрочнения деталей и устройство для его реализации | 1983 |
|
SU1230807A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
Г Ц ::-;Р
:--Ш1:р ./,
--i с--,
.f
f
т
сриъ.г
