Изобретение относится к области изготовления покрышек пневматических тини может быть использовано для изготовления радиальных покрышек .
Известен способ изготовления радиальных покрышек пневматических шин, заключающийся в том,что предварительно собранный каркас покрышки устанавливают на трубчатой обечайке с фиксацией бортов, формуют каркас при сведении расположенных концентрично обечайке формующих чаш
со
акладывают на сформованный каркас рекер с протектором и прикатывают.
По этому способу формуют каркас при создании в полости между формующими чашами и наружной поверхностью каркаса вакуума и воздействии на внутреннюю поверхность каркаса сжаTbiM воздухом.
Вакуумирование отрицательно сказывается на монолитность каркаса, вызывая его расслоение, а сжатый воздух загрязняет поверхность каркаса и насыщает его материал воздухом, что
приводит к образованию воздушных пузырей в покрышке при вулканизации и расслоению ее при эксплуатации.
Известен также способ, по которому предварительно собранный каркас покрышки устанавливают на бараба с фиксацией бортов, формуют каркас при сведении расположенных концентрично барабану формующих чаш, накладьгоают на сформованный каркас брекер с протектором и прикатьгоают, В этом способе воздействие сжатого воздуха на внутреннюю поверхность каркаса осуществляют через эластичную оболочку, что предотвращает загрязнение каркаса и насьщение его материала воздухом.
Известно устройство для осуществления способа, содержащее барабан, образованный закрепленной на подвижных дисках эластичной оболочкой, и утановленные концентрично ему неаксиально подвижные формующие чащи,
Вакуумирование и контакт с зластичной оболочкой в процессе формования вызьгаают неравномерное распределение нитей в сформованном каркасе, что снижает качество готовых покрьппек,
Цель изобретения - обеспечение равномерного распределения нитей корда в сформованном каркасе для повьпяе.ния качества готовых покрьшек
Поставленная цель достигается тем, что каркас формуют воздействием магнитного поля,
Для осуществления предложенного способа- в известном устройстве на внутренней поверхности формующих чаи установлены электромагниты. Эластичная оболочка вьтолнена из манитного материала.
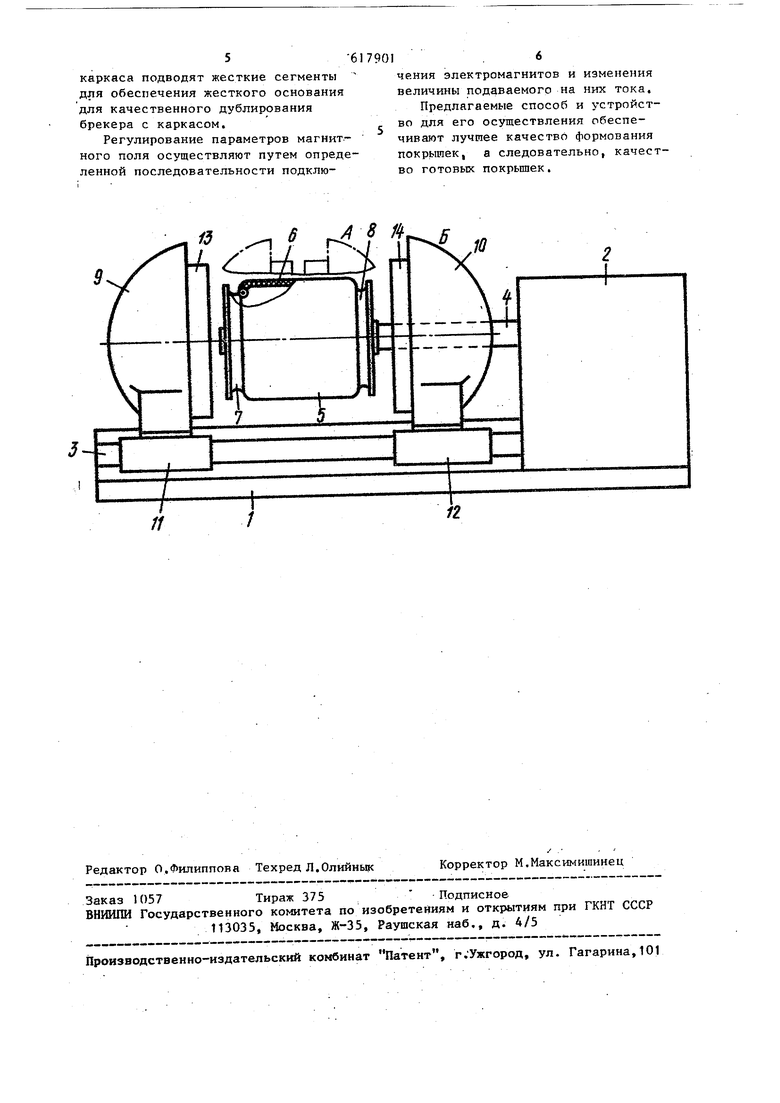
На чертеже изображено устройство для осуществления предложенного спо соба сборки радиальных покрьш1ек пнематических яин.
Устройство для сборки радиальньк покрьшек содержит плиту 1, на кото рой установлена станина 2 и направляющая балка 3, На станине 2 смонтирован вал 4 с барабаном 5, образованным эластичной оболочкой 6, вьтоненной из магнитного материала, например магнитной резины, Борта оболочки зажаты в дисках 7 и ,8, взаиМодействующих с проходящим внутри ва. ла 4 винтом, имеющим участки с про тивоположной нарезкой. Привод винТа
расположен на станине 2, С обеих сторон барабана 5 размещены аксиально подвижные формующие чаши 9 и 10, закрепленные на ползунах 11 и 12, которые с помощью приводов возвратнопоступательно перемещаются по балке . 3, На чашах 9 и 10 расположены по всей их внутренней поверхности электромагниты, соединенные с источником тока. На чашах имеются цилиндрические выступы 13 и 14 для размещения брекера.
Предложенный способ сборки может быть осуществлен следующим образом.
Пример 1, Собранный каркас покрышки надевают на барабан 5 и фиксируют борта его на дисках 7 и 8, После этого формующие чащи 9 и Ш сводят к середине барабана 5 (положение А и затем приводят во вращение винт для сведения дисков 7 и 9, Одновременно с началом сведения дисков 7 и 8 включают электромагниты на чашах 9 и 10 для создания магнитного поля, воздействующего на оболочку 6. Под действием магнитного поля оболочка растягивается, приобретая заданную для формования каркаса форму.
Процесс сведения дисков 7 и 8 и воздействия поля на оболочку ведут до тех пор, пока каркас .не примет . требуемой формы. После этого на сформованный каркас накладьтают брекер с беговой частью протектора. Затем чаши отводят в исходное положение Б, предварительно подав перед этим во внутреннюю полость барабана 5 сжатый воздух для того, чтобы можно было прикатать брекер и протектор. Затем диски 7 и 8 разводят, воздух стравливают из эластичной оболочки и сформованную покрьш1ку снимают.
Пример 2, В том случае, коггда каркас покрышки изготовлен из металлркорда, процесс сборки осуществляется несколько иначе. Каркас надевают на барабан 5 и фиксируют его борта на дисках 7 и 8, Затем осуществляют формование каркаса путем сведения дисков 7 и 8 и воздействием магнитного поля. При этом каркас деформируется, приобретая заданную форму. После окончания формования перед началом сопряжения брекера с каркасом поддувают оболочку 6, которая в этом случае может быть изготовлена и не из магнитной резины, либо под корону сформованного
каркаса подводят жесткие сегменты для обеспечения жесткого основания для качественного дублирования брекера с каркасом.
Регулирование параметров магнитного поля осуществляют путем определенной последовательности подключения электромагнитов и изменения величины подаваемого на них тока.
Предлагаемые способ и устройство для его осуществления обеспечивают лучшее качество формования покрышек, а следовательно, качество готовых покрышек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU783037A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1983 |
|
SU1079464A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1106682A1 |
| Способ формования покрышек пневматических шин | 1990 |
|
SU1742098A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU856847A1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| Способ изготовления покрышек пневматических шин | 1991 |
|
SU1812128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
1 , Способ изготовления радиальных покрьппек пневматических шин, заключающийся в том, что предварительно собранный каркас покрьшжи устанавливают на барабан с фиксацией бортов, формуют каркас при сведении расположенных концентрично барабану фор-мующих чаш, накладьшают на сформованный каркас брекер с протектором и прикатывают, отличающийся тем, что, с цель?о обеспечения равномерного распределения нитей корда в сформованном каркасе для повышения качества готовых покрьппек, каркас формуют воздействием магнитного поля.2.Устройство для изготовления ра - диальных пакрьщ1ек пневматических шин по п. 1, содержащее барабан, образо- ванньш закрепленной на подвижных дисках эластичной оболочкой, и установленные концентрично ему аксиально подвижные формую1чие чаши, отличающееся тем, что на внутренней поверхности формующих чаш установлены электромагниты.3.Устройство по п. 2, отличаю п( е е с я тем, что эластичная оболочка вьтолнена из магнитного материала.(Л
/I 8 П
| СТАНОК ДЛЯ ВТОРОЙ СТАДИИ СБОРКИ ПОКРЫШЕК ТИПА «Р» | 0 |
|
SU205270A1 |
| Солесос | 1922 |
|
SU29A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
