1
Изобретение относится к литейному произ:юдству и предназначено для производства литой металлической дроби.
Известна поточная линия для производства литой стальной дроби, которая содержит последовательно установленные плавильный агрегат для получения расплава металла, включающий вагранку и малый бессемеровский конвертор, устройство для грануляции, охлаждающий бассейн для охлаждения дроби, сушильную барабанную печь для сушки дроби, сортировочный грохот для разделения дроби иа фракции, сепаратор для очистки дроби от лепестков, металлических чешуек, оборудование для закалки и отпуска, систему транспортировки, рассева и упаковки i.
Известна также поточная линия для производства литой металлической дроби, включающая последовательно установленные плавильный агрегат, устройство для гранулировки, охладительный бассейн, дешламоцпонный грохот, сушильный агрегат
сортировочный сепаратор и устройсггвб для закалки и отпуска 2.
Однако эта поточная линия не обеспечивает необходимого качестга дроби и заданных свойств.
Целью изобретения является повышение качества дроби и обеспечение заданных свойств.
Указанная цель достигается тем, что линия для получения дроби снабжена муфельным агрегатом и установкой для получения регулируемой атмосферы, установленными перед устройством для закалки и отпуска.
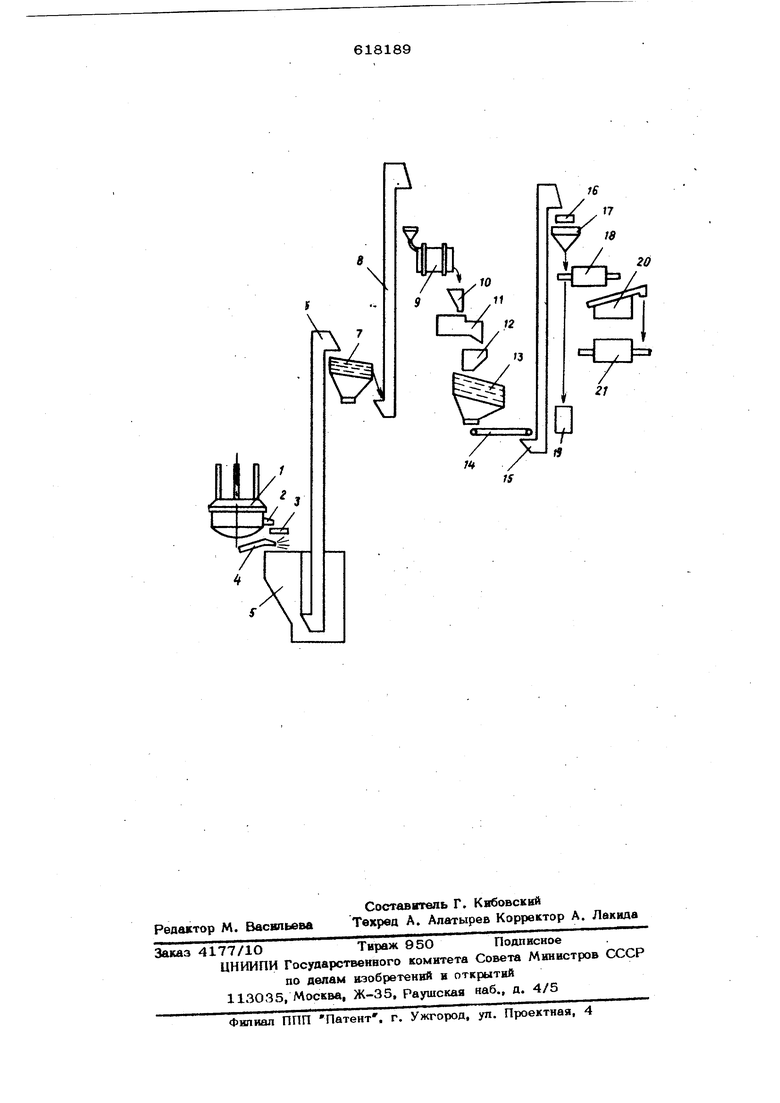
На чертеже представлена схема предложенной поточной линии.
Поточная линия содержит последовательно установленные электродуговую печь 1 с наклонным желобом 2, устройство для грануляции 3, сопла 4, подающие струю жидкости на струю расплавленного металла для разбивки его иа отдельные капли, охладительный бассейн 5, ковшевой элеватор 6, цешламоциониый грохот 7, корзшевой элеваторов, барабанную сушильную печь 9, течку 1О, сепарЗтор 11, течку 12, грохот 13, конвейер 14, элеватор 15, конвейер 16, бункер 17, муфельный агрегат 18, устройство для получения регулируемой атмосферы 19, закалочную ванау 20, печь для отпуска 21,
Поточная линия работает следующим образом.
Расплавленный металл из электродуговойпечи 1 по накловному желобу 2 поступает в ковш Ш1И сразу в устройство для грануляции 3, Вытекающие через отверстия струи металла разбиваются водой, подаваемой через сопла 4, на отдельные капли, которые превращаются в дробинки и погружаются в жидкость охлаждающего бассейна 5. Образовавшаяся дробовая масса 03 охлаждающего бассейна ковшевым элеватором б подается в дещламоционный Р9ОХОТ 7. Отмытая на дешламоциойном . грохоте кондиционная дробь элеватором 8 аодается в сушильную печь 9. После сущки через течку Ю дробь поступает на сепаратор 11 и по течке 12 на сортировочный грохот 13, где разделяется на фракции. Системой транспорта (конвейер 14, элеватор 15, конвейер 16) дробь передается в бункер, откуда в муфельный агрегат 18. Регулируемая атмосфера готовится в устройстве для получения контролируемой атмосферы. В дальнейшем дробь подвергается закалке в закалочной вание 2О и подвергается отпуску в печи 21. Затем дробь охлаждается, транспортируется, рассеивается и упаковывается.
Включенные в линию муфельного агрегата и установки регулируемой атмосферы позволяет, например, выплавлять сталь в дуговой печи с низким содержанием углерода (0,05-0,5%).
Такие стали имеют высокие пластические свойства. При этом трещины вообще не образуются. После этого дробь проходит муфельный агрегат с регулируемой атмосферой, обеспечивающей насыщение поверхности углеродом. При этом получается дробь с высокими пластическими свойствами, с мягкой сердцевиной и износостойкой поверхностью, а также значн eльнp повышается качество дроби.
В установке для прнготовленвя регулируемой атмосферы можно получить среду, позволяющую насыщать поверхность дроби азотом, что обеспечивает еще большую износостойкость.
Формула взобретеиня
Поточная лшша для производства лятой металлической дроби, включающая последовательно уставовленвые плавильный агрегат, устройство для грануляции, охладительный бассейн, дешламоционный грохот, сушильный агрегат, сортировочный сепаратор и устройство для закалки и отпуска, о тл ичающаяся тем, что, с целью повышения качества дроби и обес печения заданных свойств, она снабжена муфельным агрегатом и установкой для получения регулируемой атмосферы, установленными перед устройством для закалки и отпуска.
Источники информации, принятые во вникгание при экспертизе:
1.Ефимов Ф. Т. и Фролов Н. Г. Металлические дроби и песок, М„ 1963, с. 6-9, 57-59.
2.Авторское свидетельство №522902 кл. В 221 23/О8, 1975.
IB
V
Ir
i-VU 
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для получения металлической дроби | 1975 |
|
SU522902A1 |
| Линия для производства металлической дроби | 1981 |
|
SU967680A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИТОЙ ДРОБИ | 2002 |
|
RU2225776C2 |
| Поточная линия для производства стальной охотничьей дроби | 1989 |
|
SU1632635A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1973 |
|
SU382713A1 |
| Поточная линия для очистки и грунтовки изделий | 1980 |
|
SU933390A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ШЛАКОВ ОТ ПЛАВКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 1970 |
|
SU287303A1 |
| Комплекс для переработки отходов по безотходной и бесполигонной технологии | 2022 |
|
RU2803046C1 |
| Поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве | 1980 |
|
SU931756A1 |
| СПОСОБ ПОДГОТОВКИ ВАНАДИЙСОДЕРЖАЩЕЙ ШЛАКОСОДОВОЙ ШИХТЫ К ОКИСЛИТЕЛЬНОМУ ОБЖИГУ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2365650C1 |