1
Изобретение относится к оборудованию металлургических заводов и может быть использовано в прокатных цехах при термической обработке полос из нержавеющих сталей и сплавов.
Известна поточная линия для термической обработки полос, содержащая разматыватель, тянущ-ие ролики, ножницы, сварочный аппарат, печь для нагрева, закалочно-охлаждающее устройство, моталку и травильную ванну.
Целью изобретения является исключение процесса травления полос после нагрева.
Для этого линия снабжена вертикальной подогревательной печью с силикатным расплавом и силикатно-плавильной печью.
Для исключения потерь силикатного расплава подогревательная печь выполнена вертикальной с раздвижным дном и охлаждаемыми стенками.
Для сокращения габаритов по высоте в верхней части подогревательной печи встроены печные ролики.
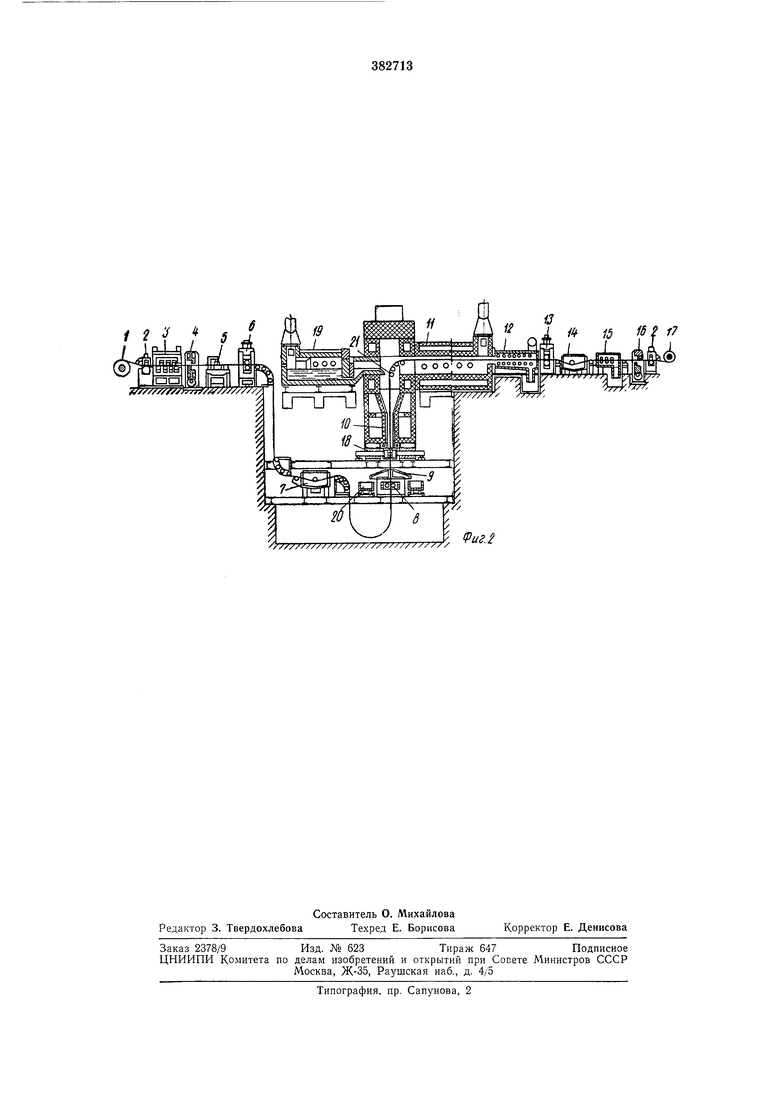
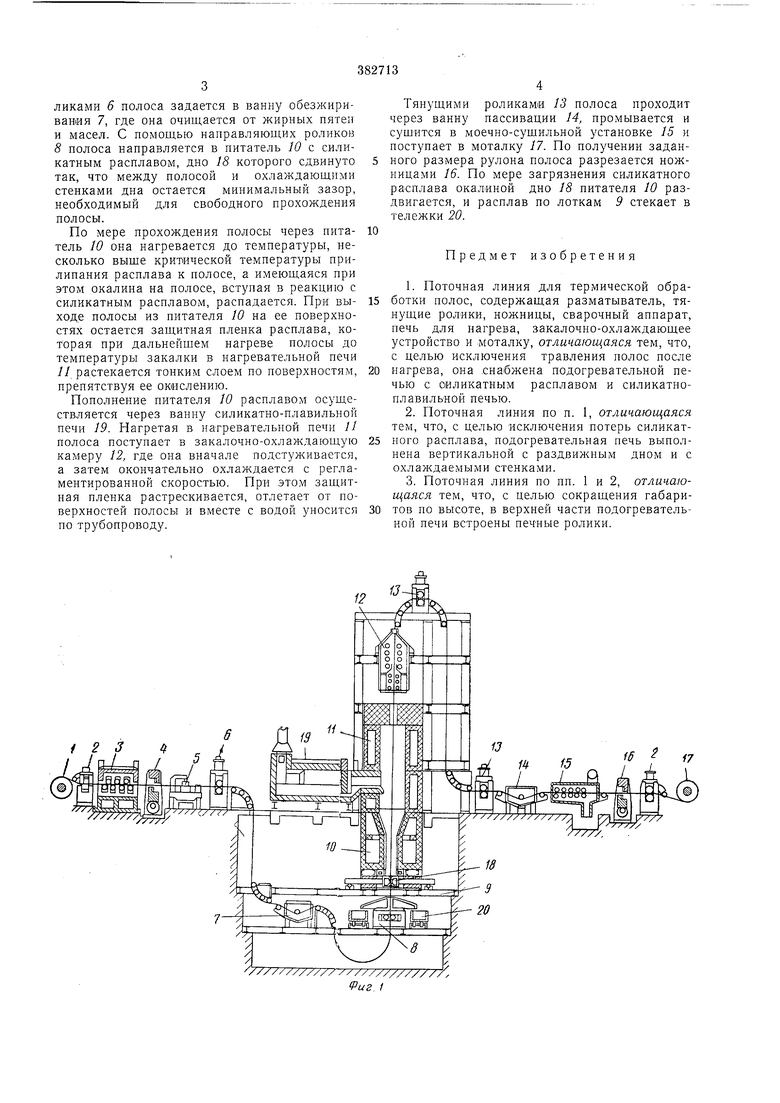
На фиг. 1 изображена предлагаемая поточная линия с вертикальным расположением нагревательной печи; на фиг. 2 - то же, с горизонтальным расположением нагревательной печи.
Поточная линия состоит из разматывателя 1, задающих роликов с отгибателем 2, правильной мащины 3, ножниц 4, сварочно-сщивного агрегата 5, тянущих роликов 5, ванны обезжиривания 7, направляющих роликов 8, под которыми установлены лотки 9, питателя 10, выполненного в виде вертикально-подогревательной муфельной печи, нагревательной печи //, закалочно-охлаждающей камеры 12, тянущих роликов 13, ванны пассивации 14, моечно-сушильной установки 15, ножниц 16 и моталки 17. В нижнюю часть питателя 10
встроено раздвижное дно 18, выполненное с охлаждающими стенками.
Питание питателя 10 силикатным распЛавом осуществляется через ванну силикатноплавильной печи 19, установленной в верхней
части питателя 10 перед нагревательной печью //. Для уборки загрязненного окалиной силикатного расплава из питателя под лотками 9 установлены тележки 20. Поточная линия фиг. 2 отличается от поточной линии
фиг. 1 горизонтальным расположением нагревательной печи // и установкой печных роликов 21, встроенных в верхней части питателя 10. Обрабатываемая полоса с разматывателя
/ с помощью задающих роликов 2 поступает в правильную мащину 3, по выходе из которой ножницами 4 обрезается передний конец. В сварочно-сщивном агрегате 5 передний конец задаваемой полосы сваривается с задним
концом предыдущей полосы, и тянущими роликами 6 полоса задается в ванну обезжиривания 7, где она очищается от жирных пятен и масел. С помощью направляющих роликоуз 8 полоса направляется в питатель 10 с силикатным расплавом, дно 18 которого сдвинуто так, что между полосой и охлаждающими стенками дна остается минимальный зазор, необходимый для свободного прохождения
полосы.
По мере прохождения полосы через питатель 10 она нагревается до температуры, несколько выще критической температуры прилипания расплава к полосе, а имеющаяся при этом окалина на полосе, вступая в реакцию с силикатным расплавом, распадается. При выходе полосы из питателя 10 на ее поверхностях остается защитная пленка расплава, которая при дальнейщем нагреве до температуры закалки в нагревательной печи // растекается тонким слоем по поверхностям, препятствуя ее окислению.
Пополнение питателя 10 расплавом осуществляется через ванну силикатно-плавильнои печи 19. Нагретая в нагревательной печи U полоса поступает в закалочно-охлаждающую камеру 12, где она вначале подстуживается, а затем окончательно охлаждается с регламентированной скоростью. При этом защитная пленка растрескивается, отлетает от поверхностей полосы и вместе с водой уносится по трубопроводу.
Тянущими роликами 13 полоса проходит через ванну пассивации 14, промывается и сушится в моечно-сущильной установке 15 и поступает в моталку 17. По получении заданного размера рулона полоса разрезается ножницами 16. По мере загрязнения силикатного расплава окалиной дно 18 питателя 10 раздвигается, и расплав по лоткам 9 стекает в тележки 20.
Предмет изобретения
1.Поточная линия для термической обработки полос, содержащая разматыватель, тянущие ролйки, ножницы, сварочный аппарат, печь для нагрева, закалочно-охлаждающее устройство и моталку, отличающаяся тем, что, с целью исключения травления полос после
нагрева, она .снабжена подогревательной печью с силикатным расплавом и силикатиоплавильной печью.
2.Поточная линия по п. 1, отличающаяся тем, что, с целью исключения потерь силикатного расплава, подогревательная печь выполнена вертикальной с раздвижным дном и с охлаждаемыми стенками.
3.Поточная линия по пп. 1 и 2, отличающаяся тем, что, с целью сокращения габаритов по высоте, в верхней части подогревательной печи встроены печные ролики. fS 17 1 1 
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для термическойОбРАбОТКи пРОТяжНыХ издЕлий | 1979 |
|
SU829699A1 |
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| Непрерывная линия очистки от окалины гибких металлических заготовок | 1976 |
|
SU682301A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛЕНТ И ПОЛОС ИЗ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1994 |
|
RU2112812C1 |
| Способ производства холоднокатанной полосовой стали | 1975 |
|
SU573209A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ОЧИСТКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ОТ ОКАЛИНЫ | 2015 |
|
RU2699135C2 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |