1
Изобретение относится к расточным станкам для обработки круглых алюминиевых слитков по внутреннелгу диаметру и может быть использовано на металлообрабатываю1ЦИХ заводах и заводах цветной металлургии.
Известны станки для расточки глубоких отверстий в слитках алюминиевых, сплавов, содержащие ншиндельную и заднюю бабки, направляюидую стойку, нневматическую систему отсоса стружки и зажимное устройство для заготовок, установленное на направляющей стойке и задней бабке 1 .
Недостатком известных ста1п ов является то, что шпиндельная бабка, несущая двигатель больнюй моншости, является подвижной, что приводит к повышенной частоте автоколебаний, влияющих на чистоту обработки.
Недостатком является и то, что стружка удаляется навстречу вращающе.муся инструменту, что нри зодит к затиранию стружки между резцовой головкой и уже обработанной поверхностью. Зажим заготовки по торцам, которые могут иметь значительные отклонения от перпендикулярности, также ухудшает качество обработанного изделия ввиду того, что нарушается соосность поверхности
наружного диаметра и отверстия, что в свою очередь приводит к увеличению разностенности готового изделия. Неперпендикулярность торцов приводит к подсосу воздуха со стороны направляющей стойки, что снижает эффективность удаления стружки.
Целью изобретения является повышение качества обработки заготовок, имеющих значительную неперпендикулярность торцов относительно оси.
Для этого зажи.мное устройство выполнено в виде конусных патронов, на одном из которых, размешенном на направляющей стойке, и.меется паз, а система отсоса стружки расположена со стороны задней бабки.
Угол конуса патрона определяется из соотношения
а arc tg|-,
где Р - разностенность заготовки;
К - величина, характеризующая неперпендикулярность торца заготовки относительно ее оси и измеренная вдоль оси.
Шпиндель выполнен полым.
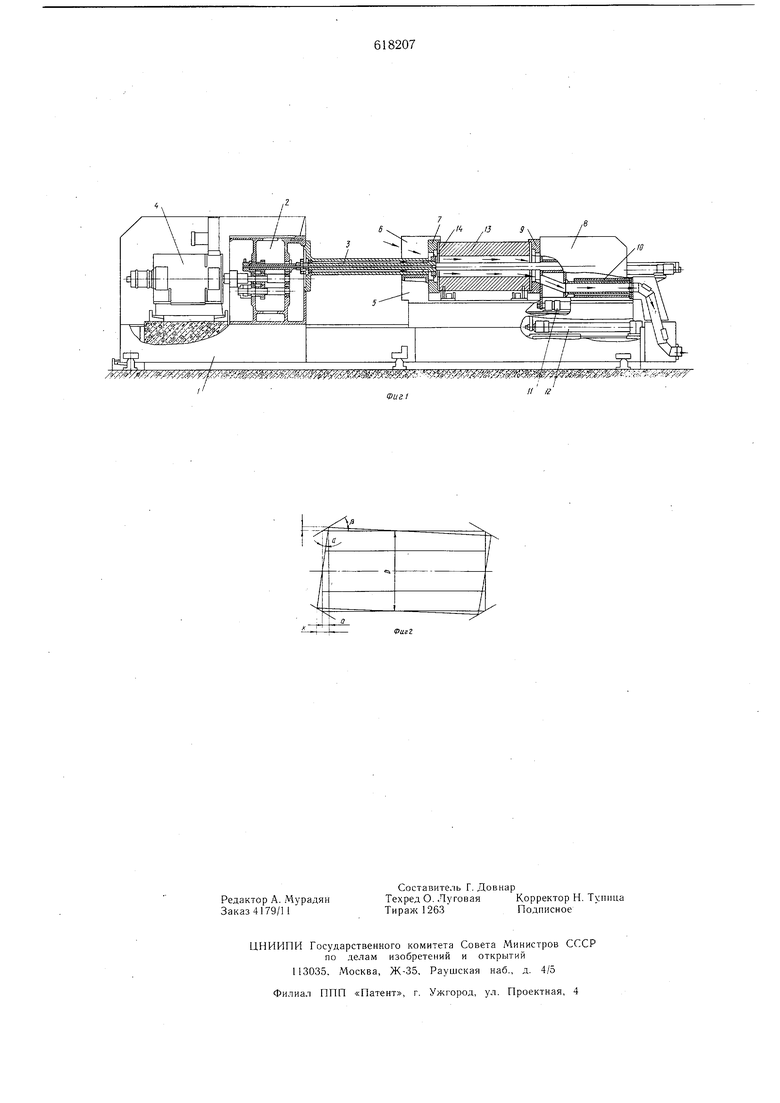
На фиг. 1 изображен описываемый станок в разрезе; на фиг. 2 - схема зажима детали.
Станок состоит из станины 1, на которой жестко закреплена передняя (шпиндельная)
бабка 2, имеющая полый шпиндель 3. На изолированном фунда-менте установлен нривод 4 шпиндельной бабки. По станине пере.ме1.1ается направля1ош.ая стойка 5, имеюш.ая открытый-паз 6 и конусный патрон 7. С противоположной стороны стола установлена подвижная задняя бабка 8 с патроном 9 и телескопическими трубами 10. Перемещение задней бабки осуществляется гидроцилиндром 11, а стойки - гидроцилиндром 12. Между патронами 7 и 9 зажата заготовка 13. Отверстие растачивается с помощью резцовой головки 14.
Станок работает следующим образом.
Поданная на ось станка и сцентрированная заготовка 13 зажимается в конусных патронах 7 и 9 при перемещении задней бабки 8 гидроцилиндро.м 11. Включается привод щпинделя 3 и стойка 5 с помощью гидроцилиндра 12 осуществляет рабочую подачу заготовки, при этом отсос стружки ведется через телескопические трубы 10 в сторону задней бабки. Подсос воздуха осуществляется через открытый паз 6, а принудительный выдув - через отверстие в щпинделе 3 и,резцовую головку 14.
Изделие закрепляется в конусных патронах 7 и 9, в которых угол конусов выбран с таким расчетом, чтобы после обработки изделия разностенность была в поле допуска, что достигается заданием угла исхода из следующей зависимости
Р D-tgutg/S,
где Р - разностенность (заданная величина) ;
D - диаметр заготовки; а - угол между торцом заготовки и линией, перпендикулярной оси заготовки; / - угол конуса патрона; К - величина, характеризующая неперпендикулярность торца заготовки относительно ее оси и измеренная вдоль оси;
а - постоянная для данного диаметра величина.
Угол } определим из следующих зависимостей
la , -Ъ 8«jX
Исключая «а, находим v;-r -.1-
(учитывая, что 2г Р; tga -)Получим tg/:( . Отсюда имеем /5 arctg -.
Так как Р и К заданные величины, то нетрудно рассчитать из данного отнощения соответствующий угол /;.
Одновременно выпо.шение патронов с конусами является эффективным уплотнением со стороны задней бабки, что предотвращает подсос воздуха с правой стороны изделия.
Формула изобретения
1.Станок для расточки глубоких отверстий в слитках алюминиевых сплавов, содержащий щпиндельную и заднюю бабки, направляющую стойку, пневматическую систему отсоса стружки и зажимное устройство для заготовок, установленное на направляющей стойке и задней бабке, отличающийся тем, что, с целью повышения качества обработки
5 заготовок, имеющих значительную неперпендикулярность торцов относительно оси, зажимное устройство выполнено в виде конусных патронов, на одном из которых, размещенном на направляющей стойке, имеется паз, а система отсоса стружки расположена со стороны задней бабки.
2.Станок по п. 1, отличающийся тем, что угол конуса плтрона определяется из соотношения
/J arc , где Р - разностенность заготовки;
К - величина, характеризующая неперпендикулярность торца заготовки относительно ее оси и измеренная вдоль оси.
3.Станок по п. 1, отличающийся тем, что. щпиндель выполнен полым.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР 5 № 184104, кл. В 23 В 41/02, 1964.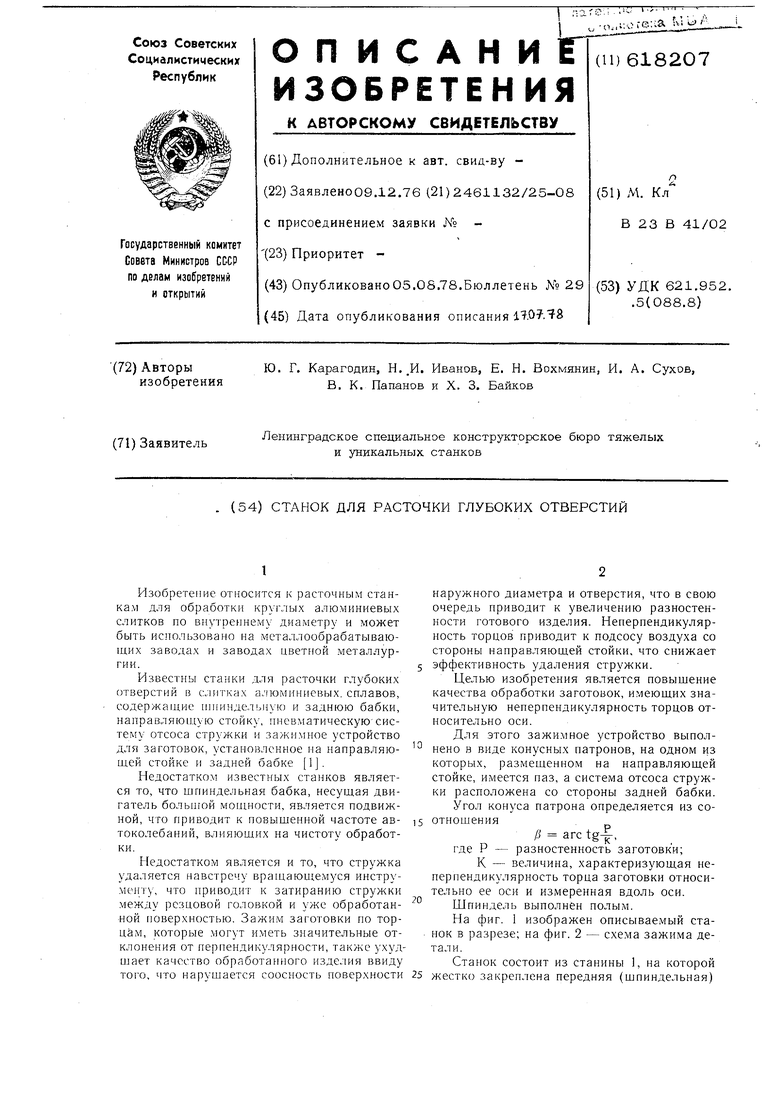
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕРОССИЙСКАЯ ПАТЕНТНО-ТЕХНИНЕСк, БИБЛИОТЕКА | 1966 |
|
SU184104A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU422537A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Токарный слиткообдирочный станок | 1978 |
|
SU780962A1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК | 2017 |
|
RU2743712C2 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |