I
Изобретение касается дуговой сварки штучными элек родами и может быть использовано в тяжелом машиностроении при автоматической сварке металлоконструкций
Известно устройство для автоматической сварки, в котором электродная проволока подается к сварочной вание из кассет или специальных вертушек {IJ.
Однако при достаточно большом диаметре электродной проволоки (свыше 8мм) становится весьма затруднительным укладь&ать проволоку в кассету, а для последующей ее размотки с кассеты или вертушки и правки в правильном устройстве автомата последний должен быть снабжен приводом повышенной мошиости. Дополнительная нагрузка на привод подачи присадочной проволоки автомата, связанная с не обходимостью править проволоку большого сечения, отрицательно влияет на равномерность подачи проволоки, что приводит к снижению качества сварных соединений, особенно при сварке на больших скоростях.
Известно и другое устройство для автоматической подачи штучных электродов, содержащее корпус, приводные ролики для подачи электрода, закрепленный на корпусе магазин для электродов, электродоДержатель с токоподводом и направляющий канал, соедиияющий магазин с электрододержателем 2.
Недостатком известного устройства является непрочное соединение электродов с хрупким покрытием.
Целью изобретения является повышение надежности соединения штучных электродов путем механического воздействия каждого последнего электрода на оплавляемый.
Указанная цель достигается тем, что устройство снабжено йриспособлением для соединения электродов, которое размещено между магазином и роликами для подачи электродов и выполнено в виде пары приводных роликов.
На фиг. 1 приведена схема устройства;
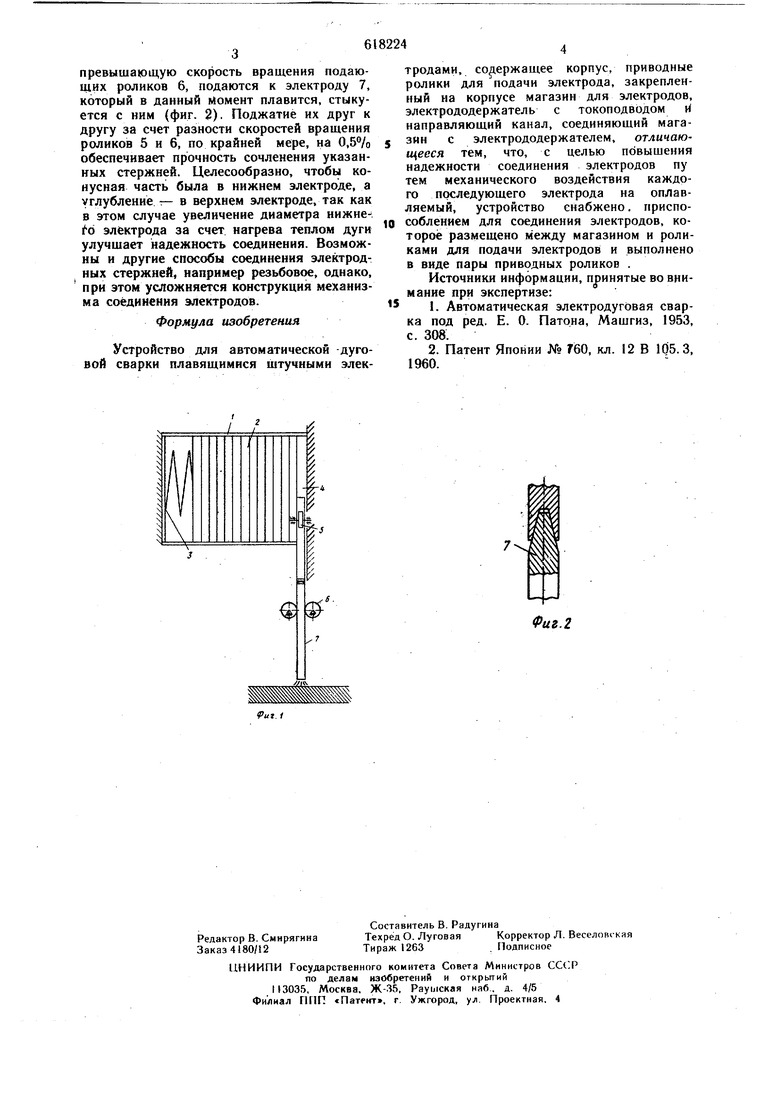
на фиг. 2 - один из возможных вариантов сткко-вки. концов электродов и их сборка.
Устройство включает магазин 1 для размещения в нем прямолинейных стержней - электродов 2, пружину 3, подводящий канал 4, ролики 5 и подающие ролики 6,
Устройство работает следующим образом. По мере расходования электродов о;ередяой стержень прижимается пружиной 3 к направляющему каналу 4, а затем роликами 5, которые имеют скорость вращения,
превышающую скорость вращения подающих роликов 6, подаются к электроду 7, который в данный момент плавится, стыкуется с ним (фиг. 2). Поджатиё их друг к другу за счет разности скоростей вращения роликов 5 и 6, по крайней мере, на О. обеспечивает прочность сочленения указанных стержней. Целесообразно, чтобы конусная часть была в нижнем электроде, а углубление г- в верхнем электроде, так как в этом случае увеличение диаметра нижне 6 электрода за счет нагрева теплом дуги улучшает надежность соединения. Возможны и другие способы соединения электродных стержней, например резьбовое, однако, при этом усложняется конструкция механизма соединения электродов.
Формула изобретения
Устройство для автоматической -дуговой сварки плавящимися штучными электродами, содержащее корпус, приводные ролики для подачи электрода, закрепленный на корпусе магазин для электродов, электрододержатель с токоподводом ri направляющий канал, соединяющий магаЗИН с электрододержателем, отличающееся тем, что, с целью повышения надежности соединения электродов пу тем механического воздействия каждого последующего электрода на оплавляемый, устройство снабжено. приспособлением для соединения электродов, которое размещено между магазином и роликами для подачи электродов и выполнено в виде пары приводных роликов .
Источники информации, принятые во внимание при экспертизе:
1.Автоматическая электродуговая сварка под ред. Е. 0. Патока, Машгиз, 1953, с. 308.
2.Патент Японии № Г60, кл. 12 В 105.3, 1960.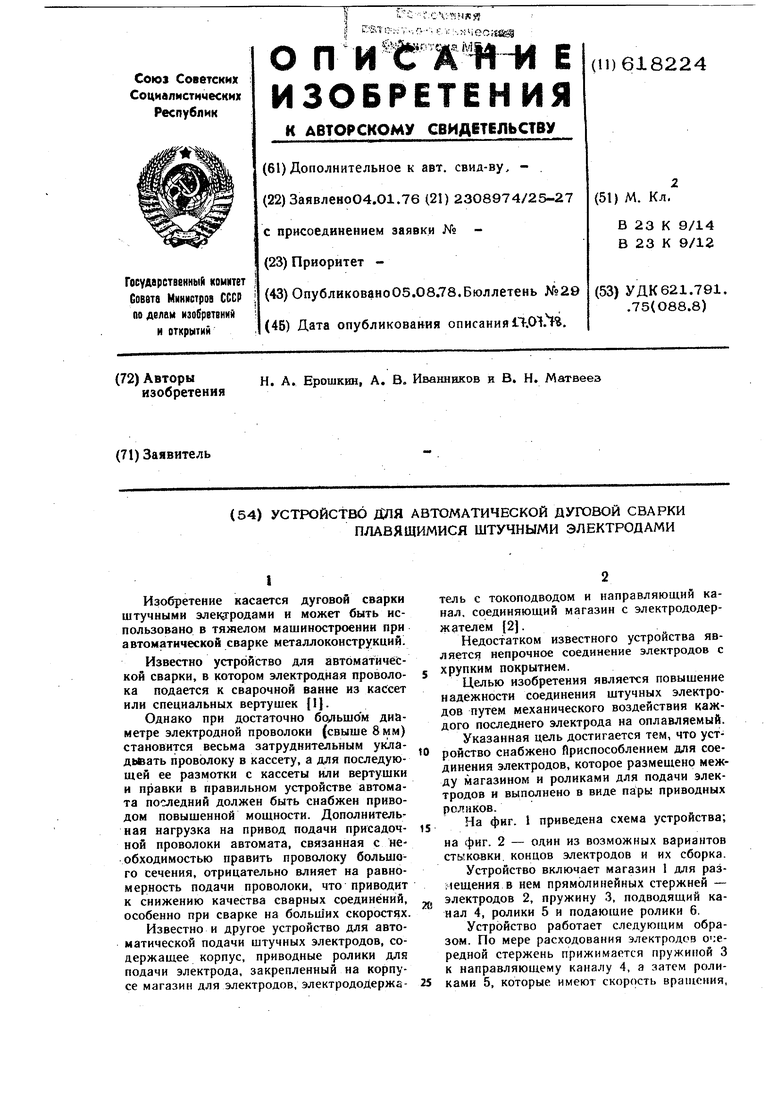
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| Способ дуговой сварки | 1979 |
|
SU1230772A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Устройство для контактного подвода тока к электродной проволоке | 1976 |
|
SU649522A1 |
