I
Изобретение относится к области машиностроения, в частности к устройствам для сборки и сварки буровых долот.
Известно устрсйство для установления стыков между сегментами шарошечного долота, содержащее планшайбу (патрон) с зажимными кулачками. Зажик долота осуществляется в трех точках в одной плоскости долота. Для обеспечения зажатин в долоте фрезеруются технологические пазы. Планшайба кондуктора может поворачиваться вокруг своей оси и наклоняться под различными углами. Поворотная плита с планшайбой крепится в станине ll.
Однако в известном устройстве конструкция трехкулачкового патрона не мо. жет обеспечить значительных усилий прижатия, а зажимное приспособление здесь служит лишь для фиксации секций долота перед сваркой. Создать значительные обжимные усилия при приложении нагрузки в трех точках в таком патроне невозможно.
Известно устройство для сборки и сварки преимущественно шарошек буровых долот, содержащее с закрепленными на нем прижимными рычагами и взаимодействующий с ними пневмоцилиндр Г27.
Недостатком известного устройства является невысокая точность сборки изза невозможности передачи рычагом обжимного усилия изделию трения посродством трех точек.
Цель , изобретения - повышение - . ности сборки путем увеличения усилия зажима изделия. Согласно изобретению
в корпусе устройства закреплена шаровая опора и шток пневмоцилиндра установлен на упомянутой опоре, а на корпусе пневмоцилинцра устанрвлены съемные кулачки взаимодействующие сприжимными рычагами, при атом на рабочем конце каждого зажимного рычагр шарнирно смонтирован поворотный кронштейн с регулируемым упором, в котором, в свою очередь установлена вилка
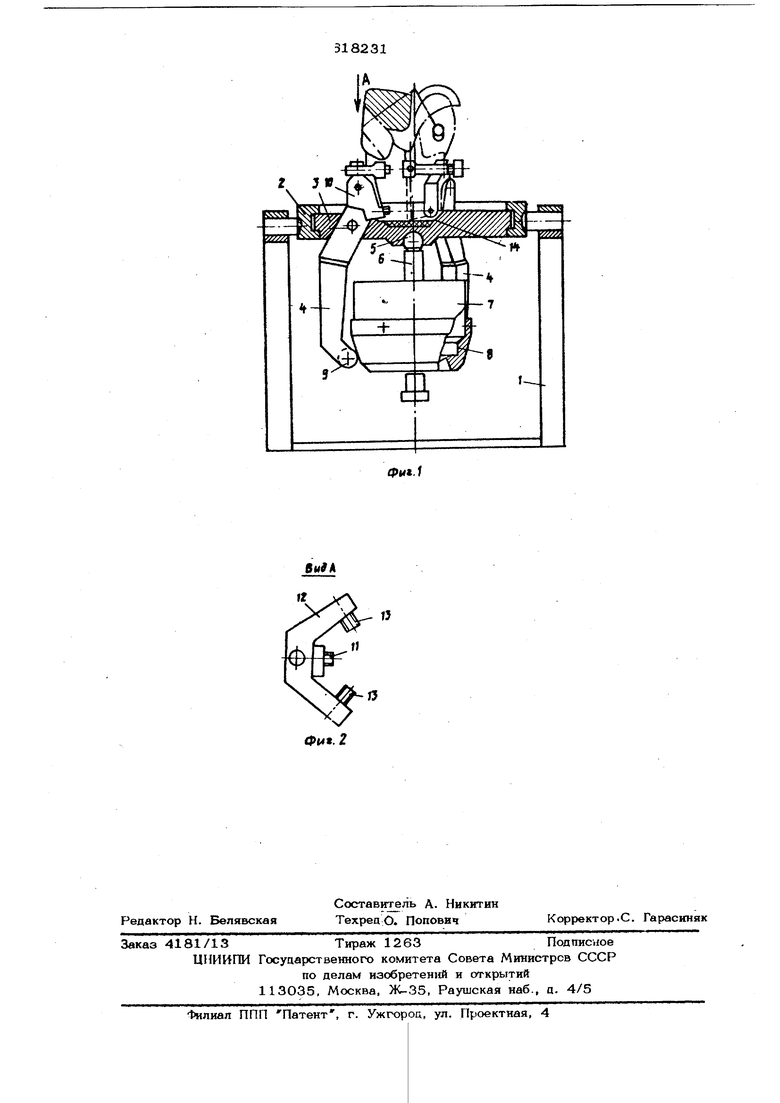
с двумя регулируемыми упорами. При этом прижимные рычаги выполнены с соотношением плячей 4:1. На фиг. 1 схематично изображено предложенное устройство, вид сбокуна фиг. 2 - вид А фиг. 1. Устройство для сборки а сварки шаро шек буровых долот содержит подставку 1, н которой с возможностью поворота устан лена планшайба 2. На корпусе 3 планш бы закреплены прижимные рычаги 4 и шаровая опора 5, в которой установлен шток 6 пневмоцилиндра 7. На корпу се пневмоцк шщра 7 расположены съемные кулачки 8, взаимодействующие с ро ликами 9 прижимных рычагов 4. При I/ этом на рабочем конце каждого прижимного рычага шарнирно смонтирован пово ротный кронштейн 10 с регулируемым упором 11, в котором установлена вилка 12 с двумя регулируемыми упорами 13. Корпус 3 содержит подставку 14 для установки на нее секций долот. Секции долота, показанные на фиг. 1 пунктиром, устанавливаются на подставку 14 при горизонтальном положении корпуса 3. После сборки секций произво дится обжатие долота. В пневмоцилнндр 7 подается воздух. Корпус пневмоцилин ра движется вниз; ролики 9 прижимных рычагов 4 скользят по съемным кулачкам 8. Усилия передаются на рычаги 4 равномерно благоцаря креплению штока 6 в шаровой опоре 5. Длинные плечи рычагов расходятся. Соотношение плечей рычагов 4:1 оптимальное. При меньшей величине усилие сжатия недостаточное; при большей - усилие сжатия чрезмерно для мальгх типоразмеров долот и перемещение короткого плеча зажимного рычага станет недостаточным для того чтобы охватить всю гамму диаметров свариваемых долот. Усилие сжатия передается на долото короткими плечами через упоры 11 и 13 на долото в двух плоскостях, в девя ти точках. Передача усилий через поворотный кронштейн 10 с вилкой 12 обеспечивает равномерное распределение, напряжений сжатия по стыкуемым поверхностям се1щий долота. Соотношение плечей рычагов 4:1 обеспечивает возможность создания усилий сжатия до 50 т. При sTMvi отпадает необходимость прихватки. в устройстве можно собирать и сваривать долота практически всех типор азмеов диаметром от 90 до 350 мм, что обеспечивается съемными кулачками 8 различной толщины, пропорциональной циаметру долота н винтовой регулировкой лины упоров 11 я 13. Раздельная регулировка длины упоров позволит отказаться от технологического паза на секциях долота. Сжатое аолото вместе с корпусом поворачивают на 90 ив этом положении производят сварку швов, последовательно поворачивая планшайбу 4, Предложенная конструкция позволяет производить сварку после штаьповки без механической обработки сопрягаемых поверхностей, обеспечивая -при этом высокую точность механических размеров и надежность конструкции. Устройство удобно в эксплуатации тем , что съем и установка долот производятся быстро, регулирование просто и надежно. Формула изобретения 1.Устройство для сборки и сварки преимущественно шарошек буровых долот, содержащее корпус с закрепленными на нем прижимными рычагами и взаимодействующий с ними пневмоцилиндр, о т лича ющееся тем, что, с целью повышения точности сборки путем увеличения усилия зажима изделия, в корпусе закреплена шаровая опора, шток пневмоципиндра установлен на упомянутой опоре, а на корпусе пневмоцилиндра расположены съемные кулачки, взаимодействующие с прижимными рычагами, при этом на рабочем конце каждого прижимного рычага шарнирно смонтирован поворотный кронштейн с регулируемым упором, в котором установлена вилка с двумя регулируемыми упорами. 2.Устройство по п. 1, о т л и чающе-еся тем, что прижимнь э рычаги выполнены с соотношением плачей 4:1. Источники информашч, принятые во внимание при экспертизе: 1.Патеет США № 3907191, кл. 228-182, 1975. 2.Авторское свидетельство СССР № 124879, кл. В 25 В 27/00, 1959.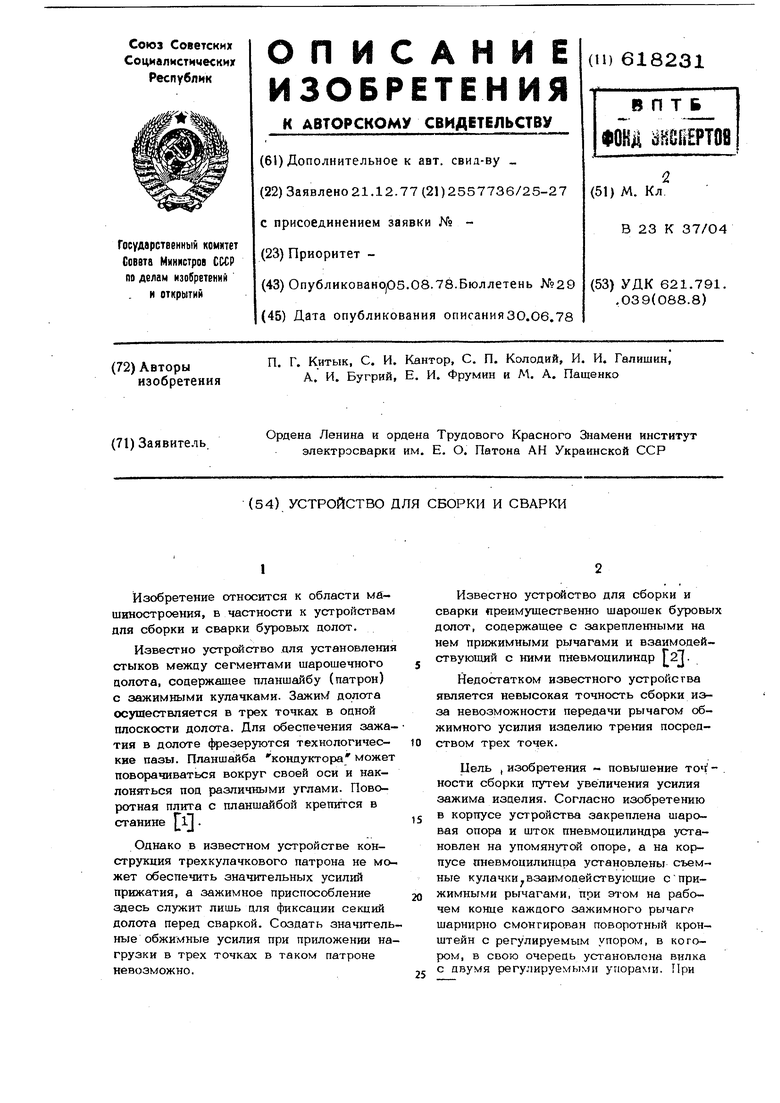
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2334074C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ВИНТОВЫХ ГЕРОТОРНЫХ ДВИГАТЕЛЕЙ, ТУРБОБУРОВ И ЯСОВ | 2008 |
|
RU2369716C1 |