Изобретение относится к производству листового стекла. Известен способ получения листового стекла, характеризующийся тем что стекломассу подают на поверхность расплавленного металла в ван с поперечным ограничением и обеспечением непрерывного вытягивания ленты стекла tl3. Однако при осуществлении этого способа производительность процесса получения стекла толщиной 5,58 мм, удовлетворяющего современные требования, низка. . Цель изобретения - повышение про изводительности процесса получения листового стекла толщиной 5,5-8 мм Цель достигается тем, что согласно способу получения листового стекла, характеризующемуся тем, что стекломассу подают на поверхность расплавленного металла в ванне с поперечным ограничением и обеспечением непрерывного вытягивания ленты стекла, стекломассу подают в ванну со скоростью 17,826,8 т/ч,образуя на части длины ван нн ограниченный по краям утолщеннЕйй слой, затем ограничение снимаю и уменьшают толщину ленты стекла до требуемой величины путем ускорения ее -вытягивания из ванны до скорости 380-600 м/ч. На чертеже изображено устройство ,гшя производства листового стекла, общий вид. Способ получения листового стекл осуществляют следующим образом. Расплавленное стекло 1, подаваемое со скоростью 17,8-26,8 т/ч. изливается через желоб 2 на поверхность расплавленного металла 3, заключенного в ванну 4, и заполняет пространство между ограничительными стенками 5 и 6, обеспечивающими поперечное ограничение, за счет которого происходит ускорение движения слоя стекла 1. Это ускорение достигает 250 м/ч с толщиной слоя 9,5 мм и температуры за нижним концом ограничительных стенок 5 и 6, После снятия ограничения лента стекла 1 начинает растекаться по поверхности расплавленного металла 3 и достигает ширины.3,7 м на участке А, температура которого составляет ок,оло , а толщина ленты стекла 7,65 мм. Далее по мере охлаждения ленты стекла 1 увеличение вязкости ведет к прогрессивно возрастающему воздействию на нее прикладываемого тягового усилия. Скорость ленты стекла увеличивается до 278 м/ч, а ее ширина и толщина начинает уменьшаться. Между участками А и С происходит стабилизация ленты стекла 1 до толщины 5,5-8 мм при температуре Б80с. Уменьшение толщины составляет 39%, а ширины всего 13%. Это достигается без сдерживания краев движущейся ленты стекла. Применение изобретения повышает производительность процесса изготовления листового стекла при сохранении его заданной толщины, причем на краевых поверхностях листа нет следов боковых роликов или каких-либо подобных приспособлений, что повышает качество стекла. f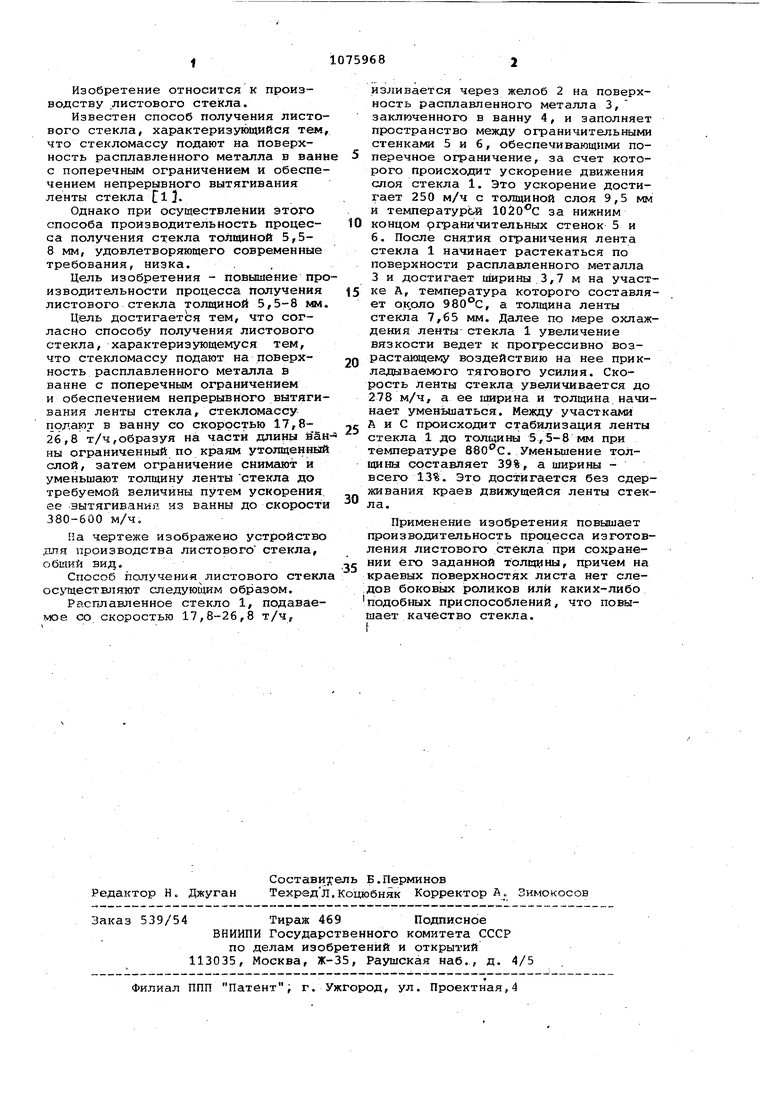
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| Способ производства листового стекла | 1970 |
|
SU1098518A3 |
| Способ изготовления листового стекла | 1971 |
|
SU959620A3 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU174146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1967 |
|
SU199034A1 |
| Устройство для изготовления армированного проволокой листового стекла | 1972 |
|
SU1020001A3 |
| Устройство для обработки листового стекла | 1975 |
|
SU629870A3 |
| Способ непрерывного производства поверхностно-модифицированного стекла | 1972 |
|
SU1075967A3 |
| ИСПОЛЬЗУЕМАЯ ПРИ ИЗГОТОВЛЕНИИ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU212866A1 |
СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО СТЕКЛА, характеризующийся тем, что ( стекломассу подают на поверхность расплавленного металла в ванне с поперечным ограничением и обеспечением непрерывного вытягивания ленты стекла, отличающийся тем, что, с целью повышения прои одительности процесса получения листового стекла толщиной 5,5-8 мм, стекломассу подают в ванну со скоростью 17,8-26,8 т/ч, образуя на части длины ванны ограниченный по краям утолщенный слой, затем ограничение снимают и уменьшают толщину ленты стекла до требуемой величины путем ускорения ее вытягивания из ванны до скорости 380-600 м/ч. -vj СП со Oi эо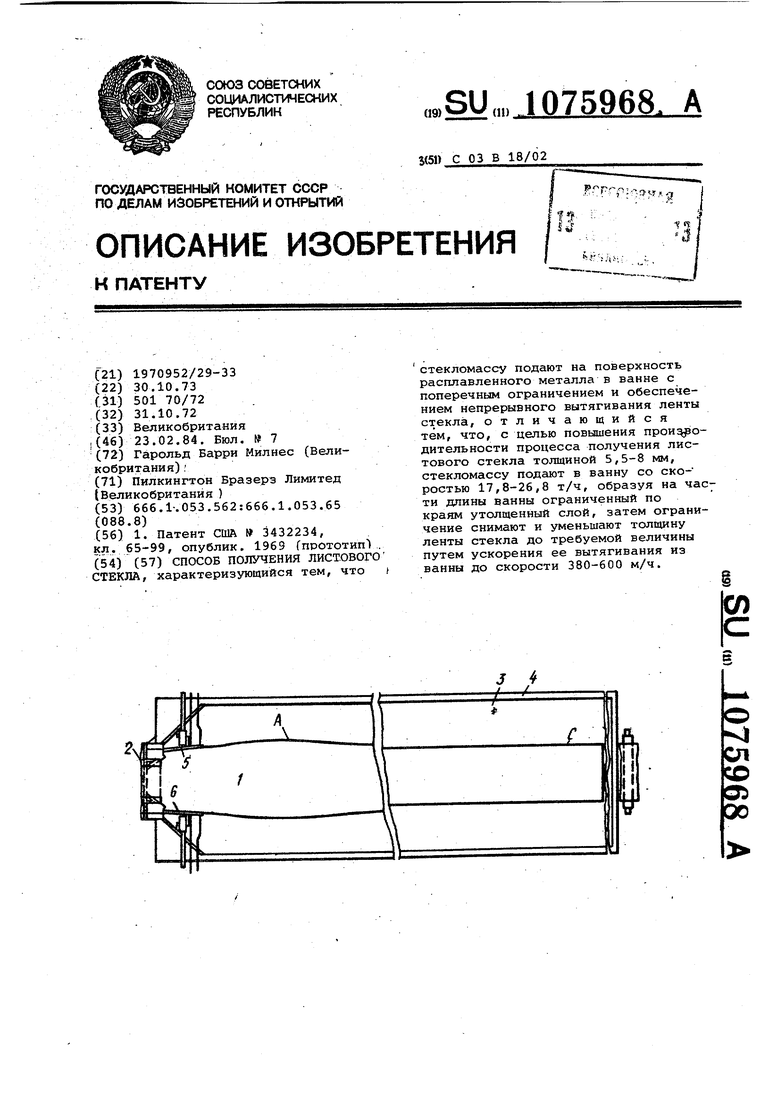
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3432234, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
