1
Изобретение относится к прокатному про-, изводству и может быть использовано при получении несимметричных или симметричных фасонных профилей на сортовых станах.
Известен способ пзготовления профилей, включающий их совместную прокатку в многоручьевом калибре с образованием перемычки между ними и ее последующим разрушением с разделением профилей 1.
Недостатками известного способа являются сравнительно высокие усилия разделения и некачественная кромка профиля в плоскости разделения.
Описываемый способ изготовления профилей отличается тем, что в перемычке перед ее разрущением по всей ее ширине образуют периодически повторяющиеся отверстия, оставляя между ними локальные участки перемы.чки. Это позволяет получать качественную кромку и уменьшить усилия разделения.
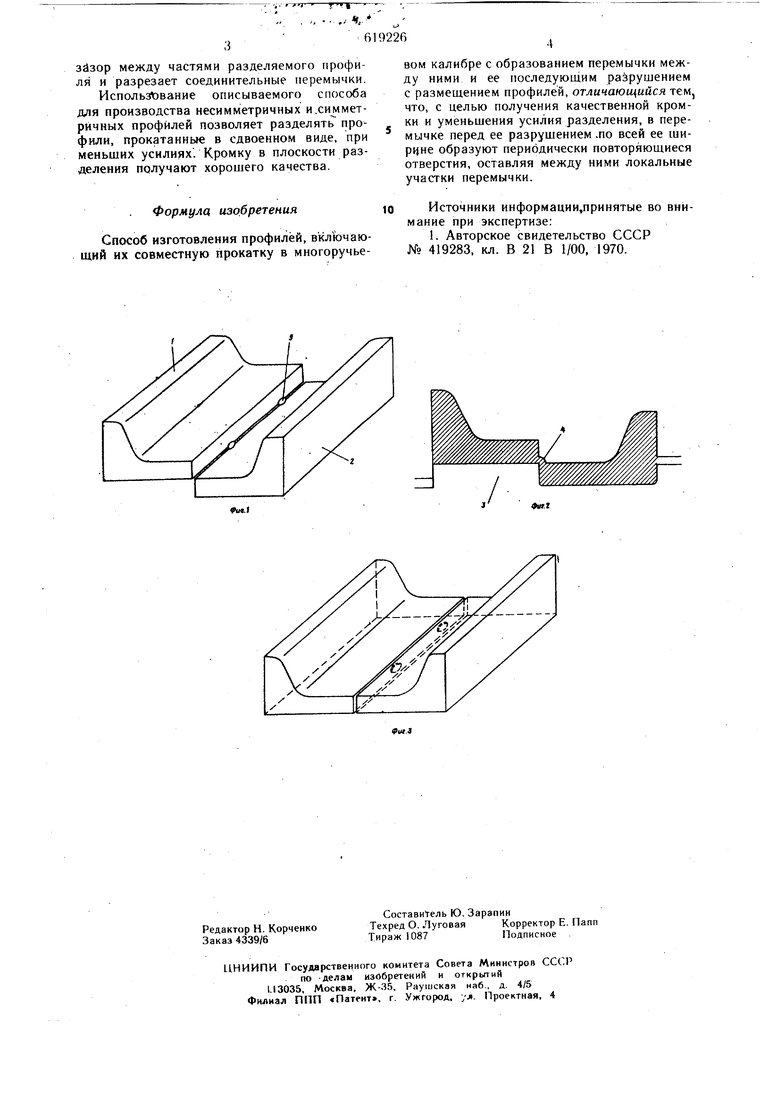
На фиг. 1 показан сдвоенный профиль перед разделением в положении сдвига одной части профиля относительно другой с периодически повторяющимися точечными перемычками; на фиг. 2 - заготовка в момент образования точечной перемычки периодической прокаткой в фасонном калибре; на фиг. 3 - профиль в момент возврата его частей в исходное положение в горячем состоянии.
Способ заключается в следующем. Несимметричный или симметричный профиль прокат г1вают в сдвоенном виде. Затем одну часть 1 профиля сдвигают относительно другой части 2. частей профиля до полного разделения осуществляют с одновременной периодической прокаткой в вал-, ках 3, в которых на смещающих кромках проточены лунки 4, Это обеспечивает получение точечных соединительных перемычек 5. В горячем состоянии сдвинутые части прокаткой возвращают в первоначальное положение. При этом затираются образовавшиеся при сдвиге заусенцы. Образо-. ванные в плоскости разделения соединительные перемычки являются концентраторами напряжений в вертикальной плоскости по
продс/льному и поперечному направлениям. Профиль, прокатанный в сдвоенном виде, разделяют в холодном состоянии, например,, знакопеременным изгибом в горизонтальной плоскости или при помощи выводной
5 арматурной проводки, которая вводится в
зйзор между частями разделяемого профиля и разрезает соединительные перемычки. ИспользЯование описываемого способа для производства несимметричных и,си «метрйчных профилей позволяет разделять профили, прокатанные в сдвоенном виде, при меньших усилиях. Кромку в плоскости разделения получают хорошего качества.
Формула изобретения
Способ изготовления профилей, включающий их совместную прокатку в многоручье4
вом калибре с образованием перемычки между ними и ее последующим разрушением с размещением профилей, отличающийся тем, что, с целью получения качественной кромки и уменьшения усилия разделения, в перемычке перед ее разрушением .по всей ее ширчне образуют периодически повторяющиеся отверстия, оставляя между ними локальные участки перемычки.
Источники информации,принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 419283, кл. В 21 В 1/00, 1970.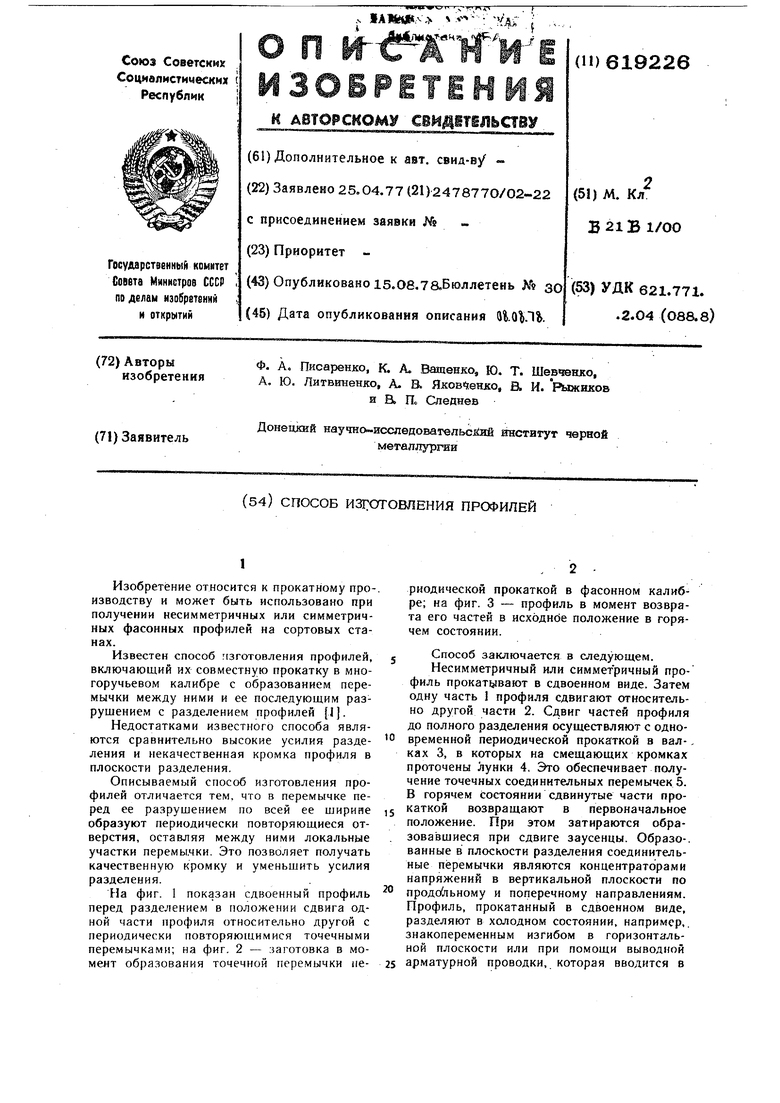
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| Способ продольного разделенияСОВМЕщЕННыХ пРОфилЕй и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816581A1 |
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
| Способ получения сортовых профилей | 1976 |
|
SU656678A1 |
| Калибр для разделения сортовых профилей | 1988 |
|
SU1523198A1 |
| Способ изготовления колец | 1989 |
|
SU1764749A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПРОКАТА | 2001 |
|
RU2201816C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПРОКАТА | 2008 |
|
RU2379138C1 |
