Изобретение относится к области черной металлургии, а именно к прокатному производству, и может быть использовано при производстве симметричных и несимметричных профилей.
Известен способ продольного разделения сочлененных профилей, включающий формирование сочлененного профиля с одновременным его разделением в очаге деформации прокатной клети (Следнев В.П. Спаренная прокатка сортовых профилей. М.: Металлургия, 1988, стр.10-11).
Одновременное выполнение операций формирования сочлененного профиля и продольного разделения в валках прокатной клети серьезно затрудняет настройку оборудования и, как следствие, приводит к нарушению стабильности продольного разделения, браку, аварийным ситуациям, образованию в месте раздела заусенца, чему дополнительно способствует высокая пластичность металла в горячем состоянии.
Наиболее близким является способ продольного разделения проката в потоке стана, при котором сочлененный профиль формируется в валках прокатной клети, а продольное разделение происходит в неприводном делительном устройстве, расположенном рядом с прокатной клетью (RU №2201816, В21В 1/02, 2003 г.).
Недостатком такого способа разделения является возможность потери продольной устойчивости полосы в промежутке между линией, соединяющей центры валков, формирующих сочлененный профиль, и осью роликов неприводного делительного устройства. Потеря устойчивости является причиной как невозможности продольного разделения в неприводном делительном устройстве с созданием инцидентов (если между валками и делительным устройством нет направляющих, то при потере продольной устойчивости профиль складывается в данном промежутке, что приводит к серьезным поломкам оборудования), так и повышенному износу оборудования, дефектам поверхности готового проката (браку), дополнительным затратам энергии (если между валками и неприводным делительным устройством установлены направляющие, то при потере продольной устойчивости полоса будет интенсивно тереться о направляющие, что приведет к быстрому их износу, образованию рисок на поверхности полосы, дополнительным затратам мощности на преодоление сил трения).
Задачей изобретения является обеспечение продольной устойчивости полосы при разделении, сокращение брака, связанного с разделением, уменьшение износа оборудования и сокращение затрат энергии на разделение.
Поставленная задача достигается тем, что в известном способе продольного разделения проката после нагрева металла и предварительного формирования состоящего из нескольких соединенных между собой перемычкой частей профиля, включающем разделение профиля на части разрушением перемычки неприводным роликовым делительным устройством, согласно изобретению неприводное роликовое делительное устройство устанавливают на расстоянии, не превышающем межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, которое определяют по следующей зависимости:

где lmax - максимальное межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, мм;
Е - модуль упругости материала разделяемой полосы, МПа;
i2 min - минимальный радиус инерции, мм2;
σp - напряжение подпора, необходимое для продольного разделения, МПа;
σs - фактическое сопротивление деформации разделяемого материала, МПа;
k=0,5 - коэффициент приведения длины.
Техническая сущность изобретения состоит в создании оптимальных условий для обеспечения продольной устойчивости полосы при ее разделении с помощью неприводного роликового делительного устройства, которое устанавливают на расстоянии, не превышающем межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства. Максимальное межосевое расстояние определяют по зависимости:
при σp≤σs,
где lmax - максимальное межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, мм;
Е - модуль упругости материала разделяемой полосы, МПа;
i2 min - минимальный радиус инерции, мм;
σp - напряжение подпора, необходимое для продольного разделения, МПа;
σs - фактическое сопротивление деформации разделяемого материала, МПа;
k=0,5 - коэффициент приведения длины.
Несоблюдение оговоренного условия приведет к потере продольной устойчивости полосы в промежутке, превышающем максимальное межосевое расстоянию между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства. Потеря устойчивости будет являться причиной возникновения инцидентов, брака продукции, износа или разрушения оборудования, дополнительным затратам энергии на разделение.
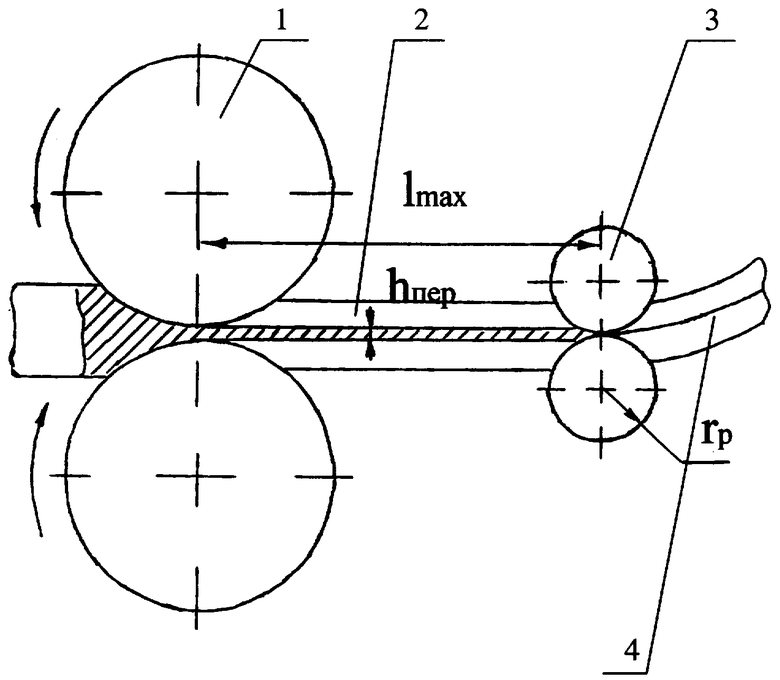
Предлагаемый способ поясняется чертежом, на котором представлена схема продольного разделения проката. На схеме изображены валки 1, формирующие сочлененный профиль 2 с расположенными за ними роликами 3 неприводного делительного устройства. В роликах 3 неприводного делительного устройства происходит разделение сочлененного профиля 2 на полосы 4.
Способ осуществляется за счет использования резервных сил трения в очаге деформации прокатной клети, формирующей сочлененный профиль, за которой установлено неприводное делительное устройство. Резервные силы трения создают напряжение подпора, за счет которого происходит продольное разделение в неприводном делительном устройстве. Максимальное межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства можно определить исходя из следующих рассуждений. Воспользуемся известной формулой Эйлера для определения критической силы, при которой стержень теряет устойчивость (Феодосьев В.И. Сопротивление материалов. М.: Наука, 1986, стр.425):
где Pкр - критическая сила, Н;
Е - модуль упругости, МПа;
Jmin - минимальный момент инерции, мм4;
k - коэффициент приведения длины;
l - длина стержня, мм.
Рассмотрим часть полосы длиной, равной межосевому расстоянию между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, как стержень, нагруженный силой, равной силе, необходимой для продольного разделения. Воспользовавшись зависимостью (2), получим:

где lmax - максимальное межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, мм;
Q - продольная сила, необходимая для разделения в неприводном делительном устройстве, МПа.
Перейдем от силы Q к напряжению подпора σp, обеспечивающего продольное разделение:
где F - площадь поперечного сечения сочлененной полосы, мм2;
σp - напряжение подпора, необходимое для продольного разделения, МПа.
С учетом того, что отношение Jmin/F, в курсе сопротивления материалов называется радиусом инерции (i2 min), преобразуем (4) к виду:
Полученная зависимость (5) применима при условии:

где σs - фактическое сопротивление деформации разделяемого материала, МПа.
При несоблюдении условия (6) участок полосы длиной, равной межосевому расстоянию между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, начинает пластически деформироваться, площадь поперечного сечения увеличивается, и процесс продольного разделения становится непредсказуем.
Пример: Рассмотрим случай продольного разделения сочлененной полосы неприводным делительным устройством на две части. Исходные условия:
ширина 25 мм, высота 10 мм (небольшие размеры разделяемого профиля связаны с тем, что разделение обычно производится на заключительной стадии прокатки в чистовых клетях при получении мелких арматурных профилей от №8 до №14), толщина перемычки 5 мм, диаметр делительных роликов 100 мм. Значение величины напряжения подпора, необходимого для разделения в зависимости от применяемого метода раздела (разрывом, передавливанием, резанием соединительной перемычки), можно найти экспериментально или аналитически. Для наглядности рассмотрим аналитический подход в определении искомого напряжения при разделении резанием неприводными дисковыми ножами, размещенными в неприводном делительном устройстве. Воспользуемся зависимостью, приведенной в работе (Целиков А.И., Полухин П.И., Гребенник В.М. и др. Машины и агрегаты металлургических заводов, т.3. М.: Металлургия, 1981, стр.365), для определения усилия резания:

где k1 - коэффициент, учитывающий твердость разрезаемого металла (k1=0,6…0,75);
k2 - коэффициент, учитывающий повышение усилия резания при притуплении ножей (k2=1,2…1,3);
k3 - коэффициент, учитывающий увеличение бокового зазора между дисковыми ножами при длительном их использовании (k3=1,1…1,2);
hпер - толщина разделяемой перемычки, мм;
εн - коэффициент среза;
αр - угол реза, град.
Продольное усилие, необходимое для разделения резанием, можно определить по формуле:

Используя зависимости (7) и (8), найдем напряжение подпора, необходимое для разделения резанием:

где nпер - количество разделяемых одновременно перемычек. Пользуясь зависимостями (5) и (9), а также исходными размерами сдвоенной полосы, определим максимальное расстояние lmax при разделе полосы из стали 09Г2, при температуре 1050°С и скорости процесса 10 м/с.
Для нахождения сопротивления деформации (σs) и модуля упругости (Е) воспользуемся зависимостями, приведенными в работе (Комратов Ю.С., Лехов О.С. Исследование процесса прокатки двутавровых заготовок в обжимной клети 1300 УБС. Сталь №10, стр.57-59, 2007 г.):


где Ucp - скорость деформации, с-1;
ε - степень деформации, %;
t - температура заготовки, С°.
Найдем скорость деформации в зоне раздела по формуле:

где v - скорость процесса разделения, мм/с;
Δh - абсолютная деформация перемычки, мм;
rр - радиус делительного ролика, мм.
Определим сопротивление деформации и модуль упругости разделяемой заготовки
σs=288·4470,107(ln50)1,452,74-0,00235·1050=334 МПа;
Е=-4,566·105+160·1050+3,266·108/1050=22448 МПа.
Вычислим напряжение подпора, необходимое для разделения перемычки:

Определим радиус инерции:
где b, h - ширина и высота разделяемой полосы, мм.
Определим максимальное межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства при коэффициенте приведения длины 0,5 в соответствии с рассматриваемыми в примере условиями и согласно рекомендациям работы (Феодосьев В.И. Сопротивление материалов. М.: Наука, 1986, стр.425).
при σp≤σs,
Таким образом, максимальное межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, гарантирующее продольную устойчивость, в рассматриваемых условиях не должно превышать 637 мм. При изменении условий продольного разделения величина lmax изменится. Например, при рассматриваемых условиях разделение строенной полосы (известны случаи одновременного разделения до пяти полос), то есть одновременно двух перемычек, величина lmax будет:
при σp≤σs,
При использовании другого метода разделения, основанного на разрыве или передавливании перемычки, величина lmax будет другой (еще меньше, так как эти методы разделения возможны при больших значениях величины подпора σр).
Использование предлагаемого способа по сравнению с существующим позволяет получить следующие преимущества:
- снизить аварийность и количество брака при реализации процесса прокатки - разделения;
- снизить износ и улучшить условия работы оборудования, используемого при продольном разделении;
- снизить затраты энергии на процесс продольного разделения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПРОКАТА | 2001 |
|
RU2201816C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2221653C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2036743C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| Способ горячей прокатки мелкосортных профилей | 1986 |
|
SU1412821A1 |
| Способ изготовления пластин втулочно-роликовых цепей | 1985 |
|
SU1303246A1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2003 |
|
RU2278747C2 |
| СПОСОБ ПРОКАТКИ | 2001 |
|
RU2185903C1 |
Изобретение предназначено для сокращения брака и энергозатрат, связанных с разделением проката, уменьшения износа оборудования при производстве симметричных и несимметричных профилей. Способ включает нагрев металла, предварительное формирование состоящей из нескольких соединенных между собой перемычкой частей профиля и разделение полученного профиля на части разрушением соединительной перемычки с помощью неприводного делительного устройства. Оптимальные условия для обеспечения продольной устойчивости полосы при ее разделении обеспечиваются за счет того, что при разрушении перемычки межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства не должно превышать значения, регламентируемого математической зависимостью. 1 ил.
Способ продольного разделения проката после нагрева металла и предварительного формирования состоящего из нескольких соединенных между собой перемычкой частей профиля, включающий разделение профиля на части разрушением соединительной перемычки неприводным роликовым делительным устройством, отличающийся тем, что неприводное роликовое делительное устройство устанавливают на расстоянии, не превышающем межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, которое определяют по следующей зависимости:
при σp≤σs,
где lmax - максимальное межосевое расстояние между валками, формирующими сочлененный профиль, и роликами неприводного делительного устройства, мм;
Е - модуль упругости материала разделяемой полосы, МПа;
i2 min - минимальный радиус инерции, мм;
σр - напряжение подпора, необходимое для продольного разделения, МПа;
k=0,5 - коэффициент приведения длины;
σs - фактическое сопротивление деформации разделяемого материала, МПа.
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПРОКАТА | 2001 |
|
RU2201816C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ приготовления катализатора селективной гидроочистки олефинсодержащего углеводородного сырья | 2019 |
|
RU2705397C1 |

