1
Изобретение относится к металлургии, конкретно к прокатному производству и может быть использовано на сортовых прокатных станах с непрерывным или последовательным расположением клетей при производстве несимметричных или симметричных фасонных профилей.
Известен способ прокатки фасонных профилей в сдвоенном виде с разделением их в горячем состоянии непосредственно в чистовом и предчистовом калибрах прокатного стана путем выдавливания канавки и сдвига одной половины сдвоенного профиля относительно другой до полного их разделения 1. Однако процесс прокатки фасонных профилей в сдвоенном виде с разделением их в горячем состоянии в предчистовом и чистовом калибрах, совмещающих процессы окончательного формирования и разделения профилей, сопровождается образованием заусенцев в плоскости разделения. Величина заусенца изменяется в пре.делах 0,3-0,7 мм и возрастает по мере износа калибров. Наличие заусенца в плос-, кости разделения спаренных профилей требует установки на адъюстаже стана специального оборудования для его удаления. Прокатка сдвоенных профилей и разделение их в чистовом калибре в горячем состоянии не устраняет искривления несимметричного профиля на холодильнике за счет неравномерного охлаждения сечения профиля.
Известен способ изготовления фасонных профилей, включающий прокатку сдвоенного профиля с одновременным образованием на раскатке ослабленного сечения в зоне разделения и последующее разделение в холостом состоянии 2}.
Ослабленное сечение получают путем сдвига одной части профиля относительно
15 другой, для чего необходимо иметь острые режущие кромки калибра на верхнем и нижнем валках. Так как чистовой калибр, как
правило, нарезают на Чугунных отбеленных валках, го режущие кромки калибра после
2Q прокатки 2-3 сдвоенного профиля скалываются, что приводит к браку.
Ухудшаются условия захвата в связи с тем, что один профиль сдвинут относительно другого.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
.1 ii f tiSil At
Llu MKti iifSK i.K
): « ч4™хь - - «
Вследствие смещения одиого профиля отоёйтельно другого прокатка их в этом каибре происходит с различными окружными коростями, что приводит к быстрому изноу калибра и искривлению полосы.
Цель изобретения - повышение качества и производительности - достигается тем, что для образования ослабленного сечения вначал:е выдавливают канавку на раскате, а затем его прокатывают до смыкания стенок канавки и получения требуемого профиля.
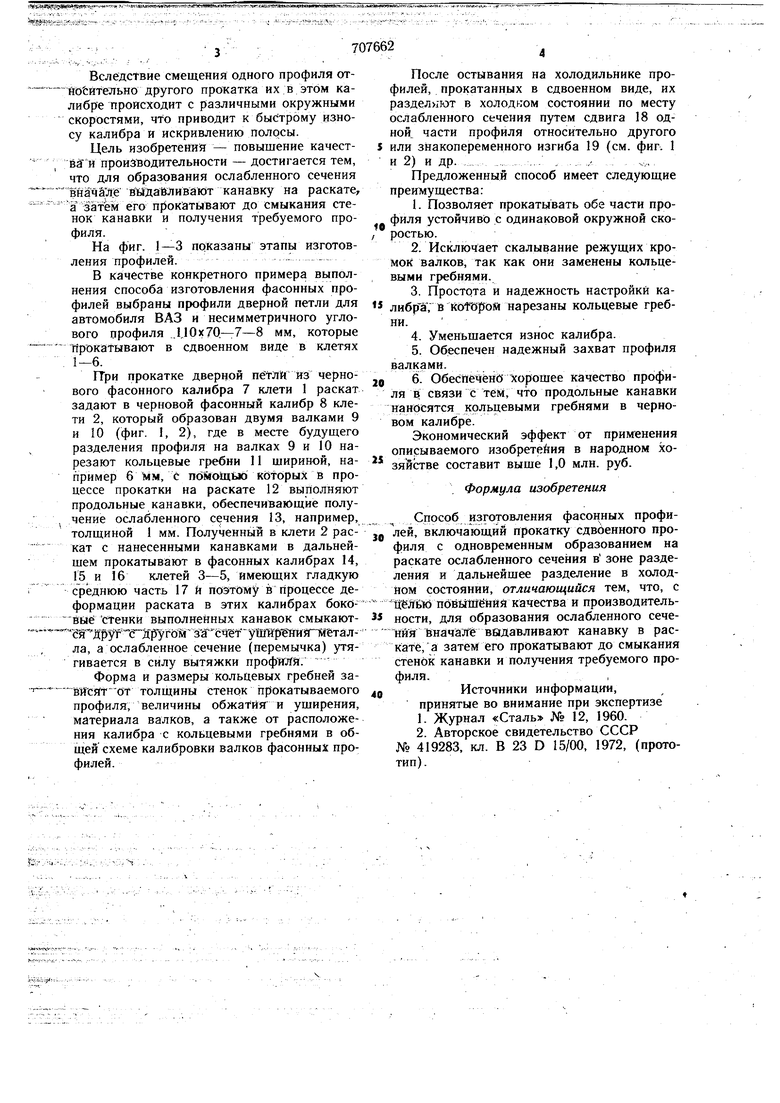
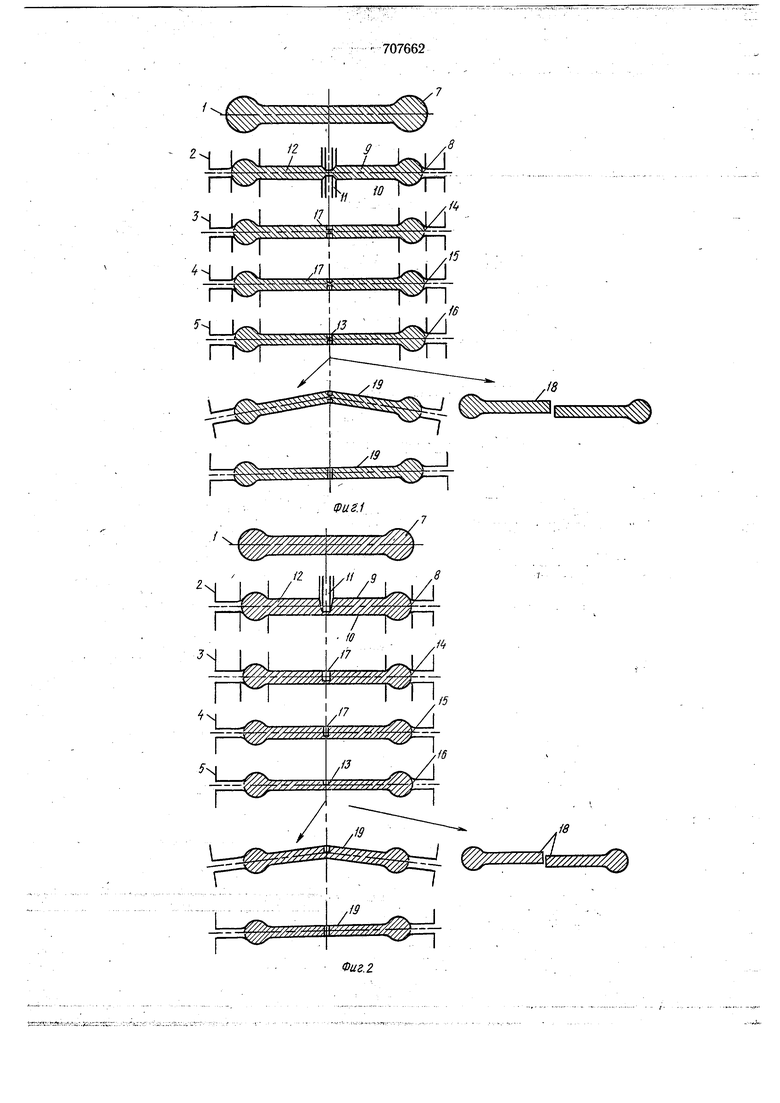
На фиг. 1-3 показаны этапы изготовления профилей.--
В качестве конкретного примера выполнения Способа изготовления фасонных профилей выбраны профили дверной петли для автомобиля ВАЗ и несимметричного углового профиля .1,10x70,-7-8 мм, которые Нрокатывают в сдвоенном виде в клетях 1-6.
ГТри прокатке дверной петлй из чернового фасонного калибра 7 клети 1 раскат задают в черновой фасонный калибр 8 клети 2, который образован двумя валками 9 и 10 (фиг. , 2), где в месте будущего разделения нрофиля на валках 9 н 10 нарезают кольцевые гребни 11 шириной, например 6 Л1М, с пойощью которых в процессе прокатки на раскате 12 выполняют продольные канавки, обеспечивающие получение ослабленного сечения 13, например, толщиной 1 мм. Полученный в клети 2 раскат с нанесенными канавками в дальнейшем прокатывают в фасонных калибрах 14, 15 и 16 клетей 3-5, имеющих гладкую среднюю часть 17 и поэтому и процессе деформации раската в этих калибрах бокбвыё СТенки выполненных канавок смыкают ДруГ-1Г71ТУ1оЙ ГГёТетуШ1р ёШГ Шла, а ослабленное сечеиие (перемычка) утягивается в силу вытяжки профягля.
Форма и размеры кольцевых гребней заййсят ОТ толщины стенок прокатываемого профиля, величины обжатия и уширения, материала валков, а также от расположения калибра с кольцевыми гребнями в общей схеме калибровки валков фасонных профилей.
После остывания на холодильнике профилей, прокатанных в сдвоенном виде, их разделяют в холодком состоянии по месту ослабленного сечения путем сдвига 18 одной части профиля относительно другого 5 или знакопеременного изгиба 19 (см. фиг. 1
и 2) и др. ., . ч.; . .. .,. ; , ,,,„
Предложенный способ имеет следующие преимущества:
0 6. ОбеСпеченб хорошее качество профиля в связи С тем, что продольные канавки нанбсятся кольцевыми гребнями в черновом калибре.
Экономический эффект от применения описываемого изобретения в народном хо зяйстве составит выше 1,0 млн. руб.
. Формула изобретения
Сггособ изготовления фасонных профнj, лей, включающий прокатку сдвбенного профиля с одновременным образованием на раскате ослабленного сечения в зоне разделения и дальнейшее разделение в холодном состоянии, отличающийся тем, что, с далШпббйШёНйЯ качества и производительности, для образования ослабленного сеченйя ВначаТГё вадавливают канавку в раскате, а затем его прокатывают до смыкания стенбк канавки и пблучения требуемого профиля.,
Источники информации, принятые во внимание при экспертизе
№ 419283, кл. В 23 D 15/00, 1972, (прототип).
j w У:г У:У:С: i
Л
X XVX NftK4XV4NXV444 N y
.„
р
у..ЧХ4. ЧУХХ W ХХХ.ХХ, 1ЧХХХХХ| ХГ
Т/УУ/Т/Т/,
у//////
т У//////7//
у//////7
iZ
////////9v,y////7//////,
I . 10
pn
15
18
/
f
15
JS
/ v/////A
yv////
