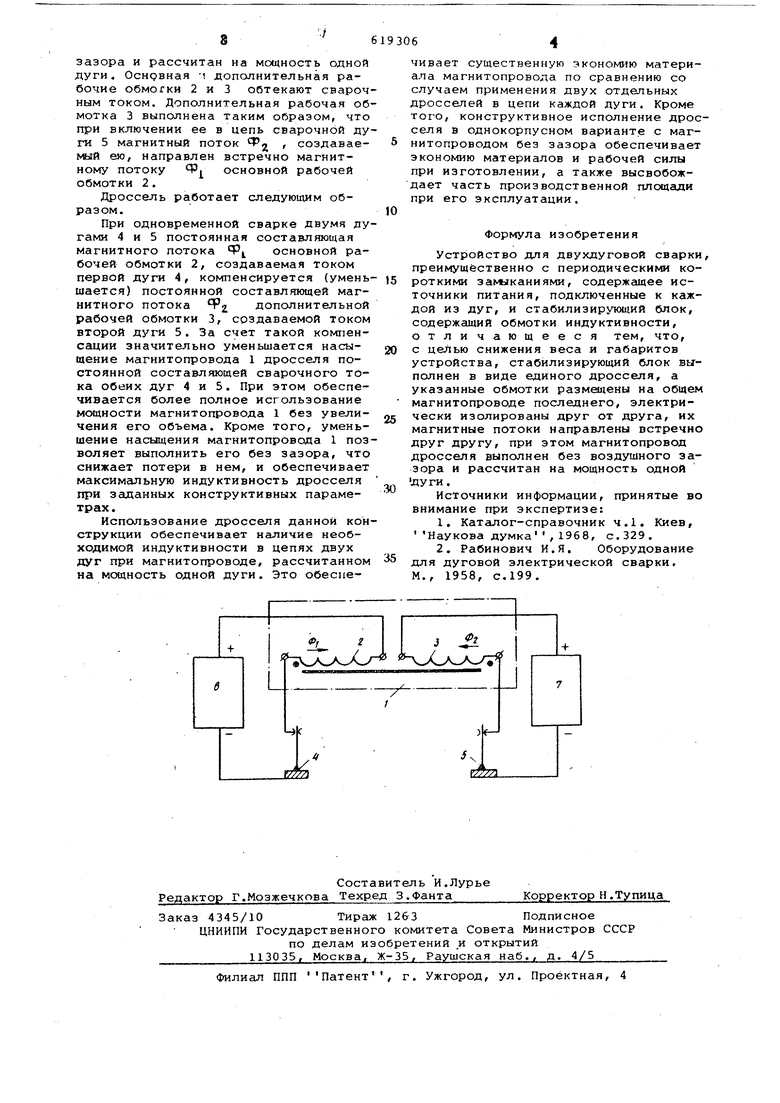
Изобретение относится к области |электродуговой сварки и может быть применено для двухдуговой сварки на постоянном токе плавящимся электродом с периодическими короткими закыканиями дугового промежутка. Известно устройство для сварки, содержащее дроссель, выполненный на стержневом магнитопроводе с воздушным зазором и рабочей обмоткой из двух катушек, соединенных последовательно ij . Индуктивность дросселя ре гулируется ступенчато изменением числа витков и плавно путем изменения величины воздушного зазора, К недостаткам устройства относится неполное использование мощности магнитопровода из-за его насьпцения током рабочей обмотки. Вследствие этого нельзя получить максимгипьно возможную индуктивность дросселя при заданных конструктивных параметрах и использовать дроссель для двухдуговой сварки без существенного увели чения объема магнитопровода. Известно устройство для двухдуго вой сварки, содержащее источники пи тания, подключенные к каждой из дуг и стабилизирующий блок, содержа1иий обмотки индуктивности 2 . Однако это устройство имеет большие габариты из-за установки дросселей в цепь каждой из дуг и не может быть применено для сварки с периодическими короткими замыканиями, С целью снижения веса и габаритов в предлагаемом устройстве стабилизирующий блок выполнен в виде единого дросселя, а указанные обмотки размещены на общем магнитопроводе последнего, электрически изолированы друг от друга, их магнитные потоки направлены встречно друг другу, при этом магнитопровод дросселя выполнен без воздушного зазора и рассчитан на мощность одной дуги. На чертеже представлена схема предлагаемого устройства. Устройство содержит дроссель со стержневым магнитопроводом 1 к размещенными на нем основной рабочей обмоткой 2 и дополнительной рабочей обмоткой 3. Основная рабочая обмотка 2 включена последовательно с первой сварочной дугой 4. Дополнительная рабочая обмотка 3 включена последовательно со второй сварочной дугой 5. Обе дуги питаются через соответствующие дроссели источников 6 и 7. Маг;нитопровод 1 выполнен без воздушного зазора и рассчитан на мощность одной дуги. Осндвная ч дополнительная рабочие обмогки 2 и 3 Обтекают свароч ным током. Дополнительная рабочая об мотка 3 выполнена таким образом, что при включении ее в цепь сварочной ду ги 5 магнитный поток Ф,, , создаваемый ею, направлен встречно магнитному потоку Ф основной рабочей обмотки 2. Дроссель работает следующим образом. При одновременной сварке двумя ду гами 4 и 5 постоянная составляющая магнитного потока Ф, основной рабочей обмотки 2, создаваемая током первой дуги 4, ко тенсируется (умень шается) постоянной составляющей магнитного потока Ф дополнительной рабочей обмотки 3, создаваемой током второй дуги 5. За счет такой компенсации значительно уменьшается насыщение магнитопровода 1 дросселя постоянной составляющей сварочного тока обеих дуг 4 и 5. При этом обеспечивается более полное исгользование мощности магнитопровода 1 без увеличения его объема. Кроме того, уменьшение насыщения магнитопровода 1 поз воляет выполнить его без зазора, что снижает потери в нем, и обеспечивает максимальную индуктивность дросселя при заданных конструктивных параметрах. Использование дросселя данной кон струкции обеспечивает наличие необходимой индуктивности в цепях двух дуг при магнитопроводе, рассчитанном на мощность одной дуги. Это обеспечивает существенную экономию материала магнитопровода по сравнению со случаем применения двух отдельных дросселей в цепи каждой дуги. Кроме того, конструктивное исполнение дросселя в однокорпусном вариантов с магнитопроводом без зазора обеспечивает зкономию материалов и рабочей силы при изготовлении, а также высвобождает часть производственной площади при его эксплуатации. Формула изобретения Устройство для двухдуговой сварки, преимущественно с периодическими короткими замыканиями, содержгицее источники питания, подключенные к каждой из дуг, и стабилизирующий блок, содержащий обмотки индуктивности, отличающееся тем, что, с целью снижения веса и габаритов устройства, стабилизирующий блок выполнен в виде единого дросселя, а указанные обмотки размоцены на общем магнитопроводе последнего, электрически изолированы друг от друга, их магнитные потоки направлены встречно друг другу, при этом магнитопровод дросселя выполнен без воздушного зазора и рассчитан на мощность одной дуги. Источники информации, принятые во внимание при экспертизе: 1,Каталог-справочник ч.1. Киев, Наукова думка ,1968, с.329. 2.Рабинович И.Я. Оборудование для дуговой электрической сварки. М., 1958, с.199.
3 -
ЧХ-
L..
.х
| название | год | авторы | номер документа |
|---|---|---|---|
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ РЕЗКИ И СВАРКИ | 1992 |
|
RU2041038C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1996 |
|
RU2103760C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| Стабилизирующий сварочный дроссель | 1982 |
|
SU1058728A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2005 |
|
RU2306212C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО МАГНИТОПРОВОДА | 2001 |
|
RU2198078C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
