Изобретение опюсится к сварочному производству и може-ь быть использовано пря сварке тонколистовых конструкций нз черных и цветных металлов, а также при ншшавочкых работах во всех отраслях маишностроення;
Известен способ дуговой сваржи плавящимся электродом, при котором направленные потоки газа фокусируют на оси электрода 2.
Известный способ не гарантирует вы1юлнения сва1жи тонколистовых конструк1и1Й без прожогов и прорезов, так как тепловой поток дуги .имеет высокую концентрацию.
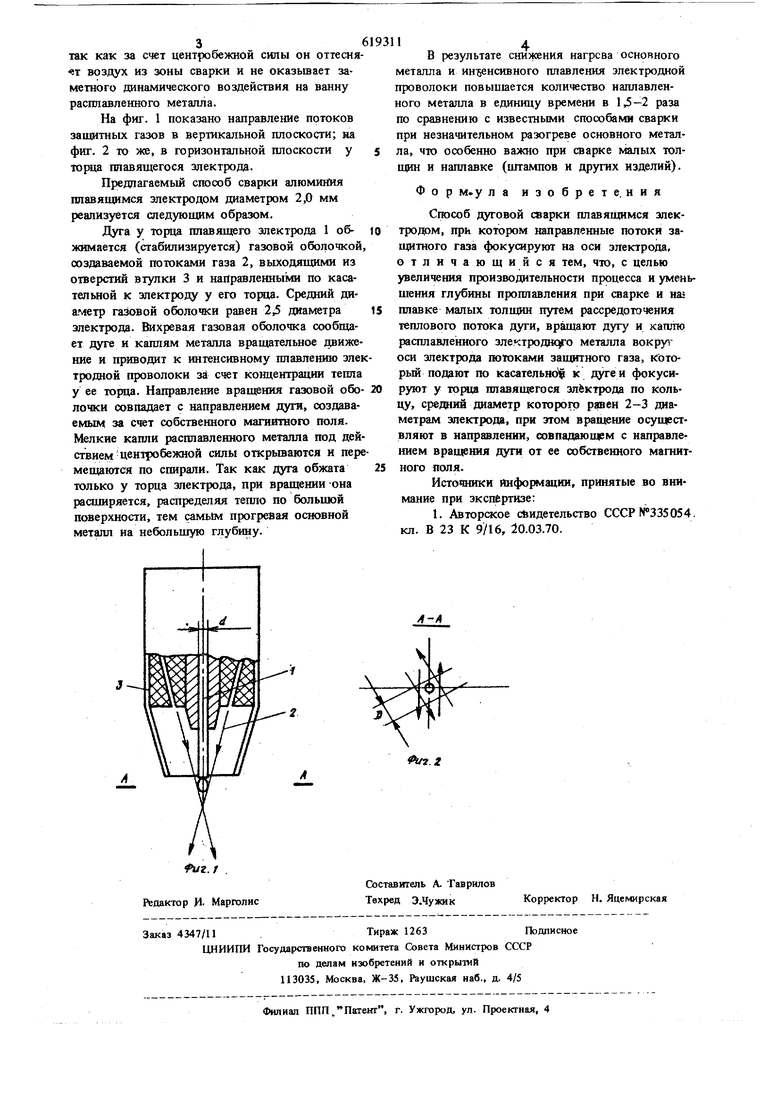
Цель изобретения - увеличение производительности и уменьшение глубины проплавления Путем рассредоточения теплового потока дути при сварке и наплавке малых толщин плавящимся электродомДля этого предлагаемым способом вращают дугу и каплю расплавленного электродного металла вокруг оси электрода потоками защитного газа, подаваемого по касательной к дуге и сфокусированными у торчл плавящегося электрода по кольцу, средний диаметр которого равен 2-3 диаметрам электрода, при этом вращение осуществляют в направлении, совпадающем
с направлением вращения дуги от ее собственного магнитного поля.
За счет центробежной силы мелкие капли расплавленного металла срываются с торца плавящегося электрода и по спирали перемещаются по вращающейся дуге. Так как дуга обжимается стабилизирующими струями только у торца плавящегося электрода,.за счет центробежной силы оиа расщиряется, что приводит к распределеиию тепла на большой поверхности, а следовательно, и к уменьшению глубины проплавления.
Размеры стабилизирующей оболочки обеспечивают нормальную стабилизацию дуги и ее обжатие у торца плавящегося электрода, интенсивное его оплавление, максимальную скорость вращеиня куги, минимальный размер срьшаемых капель и незначительный разогрев свариваемого металла. При уменьшении выбранных расстояний потоков газа от оси дуги нарушается стабилизация дуги, а с их увеличением уменьшается скорость вращения и интенсивность плавления электродной проволоки. Вихревая подача газа даже при повьпиенных расходах обеспечивает надежную защиту и формирование валика,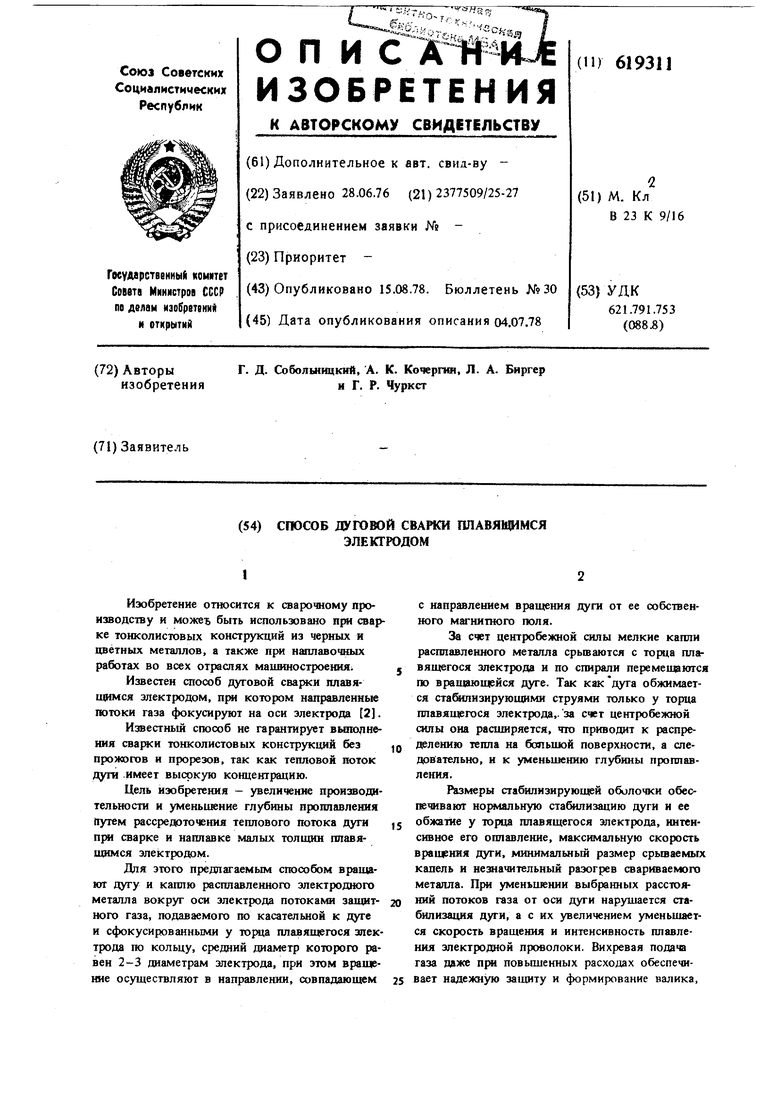
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Способ сварки плавлением | 1979 |
|
SU837656A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 1997 |
|
RU2133660C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
