Съемные присгособлении д.чя суп-грфиипша, предназначенные д.чя установки на существующих станках, нзБестны. В этнх прнснособленнях для сообщения возвратио-ноступательных движени державке с абразивными брус1:ами обычно иримеияют враи.аюни1нс с равномерной скоростью кулак, к которому шгок с державко нрижимается пружиной.
Оннсываемое согласно изобретению нриснособление отличается от известных тем, что для того, чтоб вращать кулак // (см. фнг. 1 н 2) с HepaBHONiepHOH углово скоростью :; при том так, чтобы нернод неравномерности бы.п бы большим циклом обработки и не совпадал с периодом одного или какого-либо целого чпсла оборотов кулака, приводящего в возвратно-поступательное движение щток 12, в иередачу or электромотора к кулаку // включен карданный вал 2-4 и зубчатая передача с передаточным числом, выражаемым непрерывной дробью.
Для регулирования цикла обработки передача от щтока 12 к державке 15 абразивного бруска включает в себя храповой механизм (/6, /7 и 18}, вращающий кулак 23, связанный с державкой 15 рычагами 26 и 27, которые сначала постепенно поджимают пружину, действующую на абразив, изменяя в процессе суперфиниша давление абразива па изделие, а затем по истечении определенного времени, совсем выключают это давление.
При таком устройстве, независимо от соотношения между числом возвратно-поступательных движений державки в единицу времени и числом оборотов изделия, абразивные зерна не будут повторять своего пути но поверхности изделия в течение всего цикла обработки.
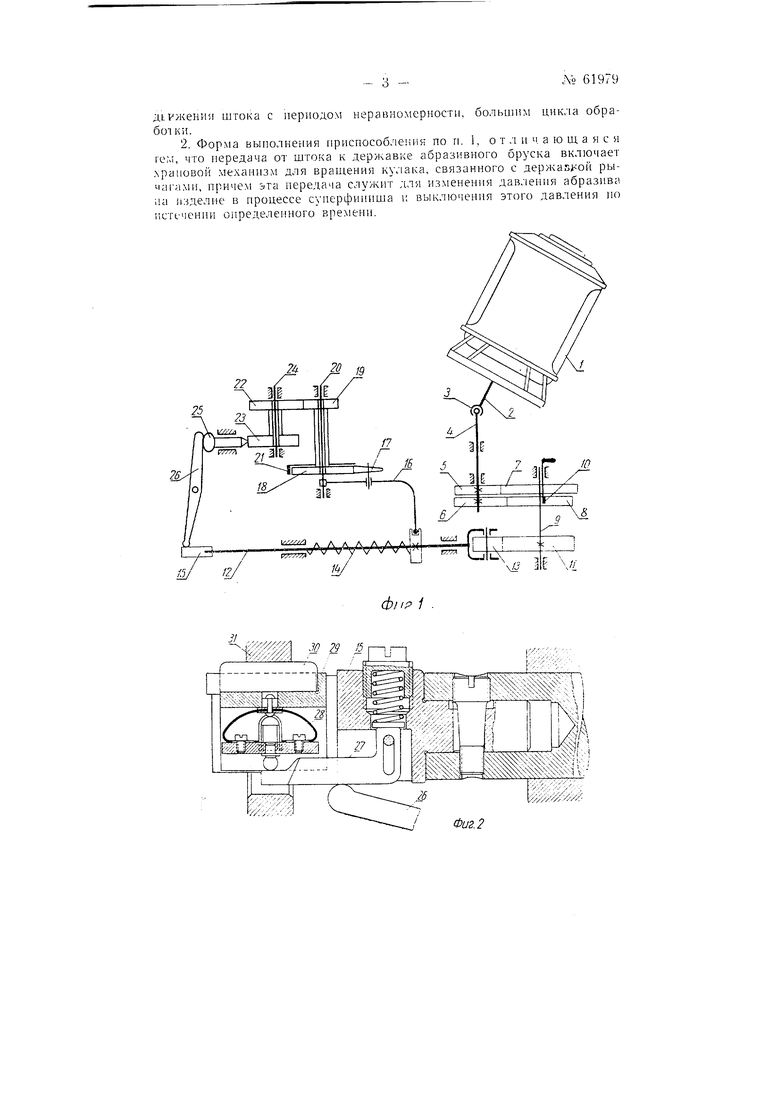
На фиг. 1 изображена кинe raтичecкaя схема приспособления и на фиг. 2 - державка в продольно: разрезе.
.V 61979- 2 От двухскоростного электродвигателя 1 вращение передается через вал 2 с универсальным шарниром 5 на вал 4, на конце которого закреплены шестерни 5 и 6.
Последние все время сценлены соответственно с зубчатыми колесами 7 и 8, которые свободно сидят на валу 9. При помощи передвижной щнонки 10 одно из колес может быть скреплено с валом .9.
В этом случае вал 9 получит вращение и вместе с ним будет вращаться кулак //, закрепленный на этом валу. Вращение кулака // вызовет возвратно-поступательное движение штока }2, на одном конце которого Имеется ролик 13, 1ри кимаемый пружиной 14 все время к кулаку 11.
На другом конце штока 12 крепится державка 15 для абразивных б)} сков.
Шток /,, совершая возвратно-поступательные движения, нриводиг в качательное движение рычаг 16, на котором посажена собачка 17. Она приводит во вращение xjianoBoe колесо 18 н скрепленную с ним шестерню 19. Храповое колесо 18, рычаг 16 и шестерня 19 сидят свободно сидят на оси 20. На этой же оси 20 посажен ограничитель 21, благодаря которому за каждый двойноГ ход штока 12 храповое колесо /6 может быть повернуто либо на , ,тибо на два зуба. С шестерней 19 сцеплено зубчатое колесо 22, которое закреплено вместе с кулаком 23 на общей втулке. Последняя сндит свободно на осн 24.
К кулаку 23 все время нрижат толкатель 25, действующий на рычаг 26, который, в свою очередь нажи.мает на рычаг 27, помещенный в державке 15 абразивного бруска. Рычаг 27 через нружину 28 действует па обойму 29 с абразивиым бруском 30. Форма профиля кулака 23 выбрана такой, что за один его оборот происходит ностененное увеличение давления абразива 30 на обрабатываемое изделие 31, а затем нолное ирекран1ен е этого :1авлепия по нстечепии оире.теленного времени цикла обработки изде.тия. Передаточьое отношение между валами 4 и 9 выражается ненрерывио дробью. Поэто.му получаем иеравномерное возвратно-поступательное движение державки 15 с периодом неравномерности, большим цикла обработки. Последнее является первостепенным условием процесса суперфиниша.
Это условие в других коиструкциях осуществляется иначе. Либо применяют очень больщое число (до 12-ти) различных относительных движений между изделием и абразивом, либо путем расчета скоростей обеспечивают несовиадение следов зерна абразива на обрабатываемой новерхности.
В преДоТагае.мом приспособлсиин за счет наклонгюго положения вала 2 электродвигателя / по отношению к валу 4 получаем враптение последнего с не)авномёриой угловой скоростью. Передаточное же отношение д:ежду валами 4 и 9, выражаемое непрерывной дробью, обеспечиваег период неравномерности возвратно-поступательного движения державки, практически равный бесконечности.
П р е д м е т и з о б р е т е н н я
1. Съемное приспособление для суперфиниша с применением кулака для приведения в возвратно-поступа1ельное движение прижимаемого к нему пружиной штока е рабочей державкой, отличающееся ;ем, что для вращения кулака применен карданный вал и зубчатая передача с нере.цаточиым числом, выражаемым непрерывной дробью, с целью получения неравномерной скорости возвратно-поступательного
дьржени штока с периодом неравномерности, большим цикла обработки.
2. Форма выполнения приспособления по п. 1, о т л и ч а ю ш, а я с и ie;vi, что передача от штока к державке абразивного бруска включает лрановой механизм для вращения кулака, связанного с держав ой рыча|-ами, причем зта передача служит для изменения давления абразива на изделие в процессе с нерфиппша и выключения этого давления по нстечеппи определенного времени.
Д /5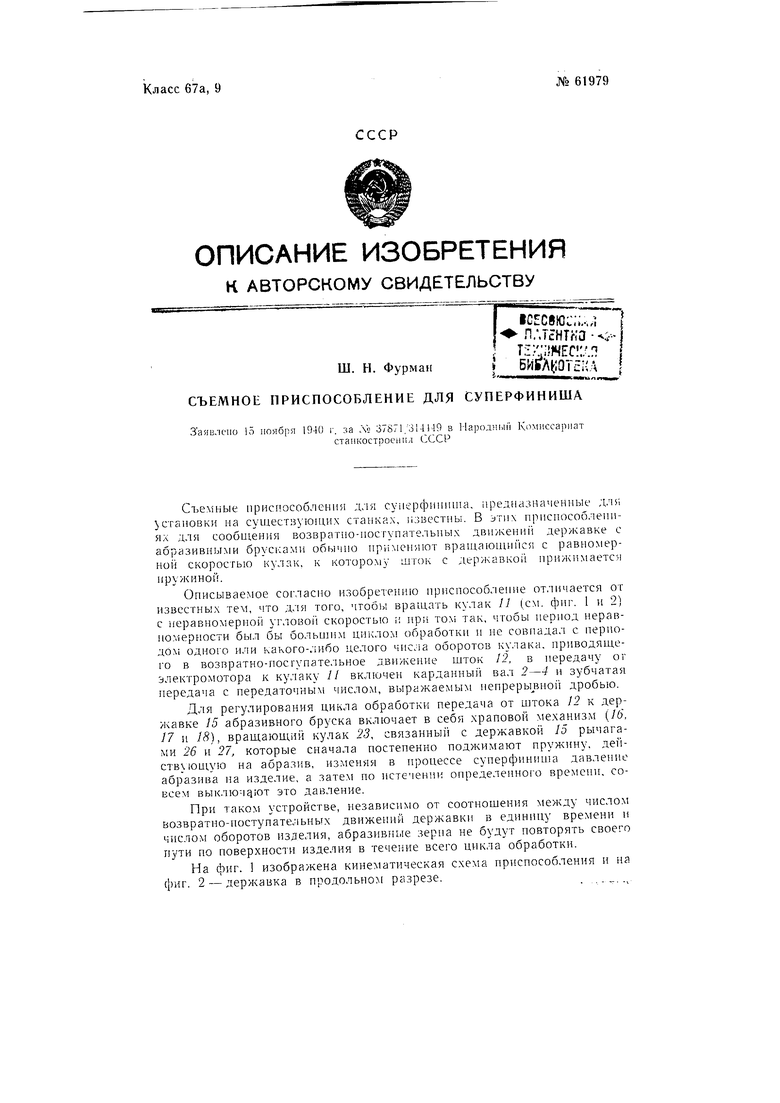
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| ПЕЧАТНО-ОТМЕТОЧНАЯ МАШИНА | 1968 |
|
SU210186A1 |
| Устройство к суперфинишному станку | 1978 |
|
SU747702A1 |
| Устройство для очистки корпуса судна | 1985 |
|
SU1274956A1 |
| Автомат для мерной резки проволоки | 1983 |
|
SU1169783A1 |
| Полуавтоматический станок для шлифования и полирования фарфоровых изделий | 1960 |
|
SU139573A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН ИЗ КАМЫША | 1928 |
|
SU20797A1 |