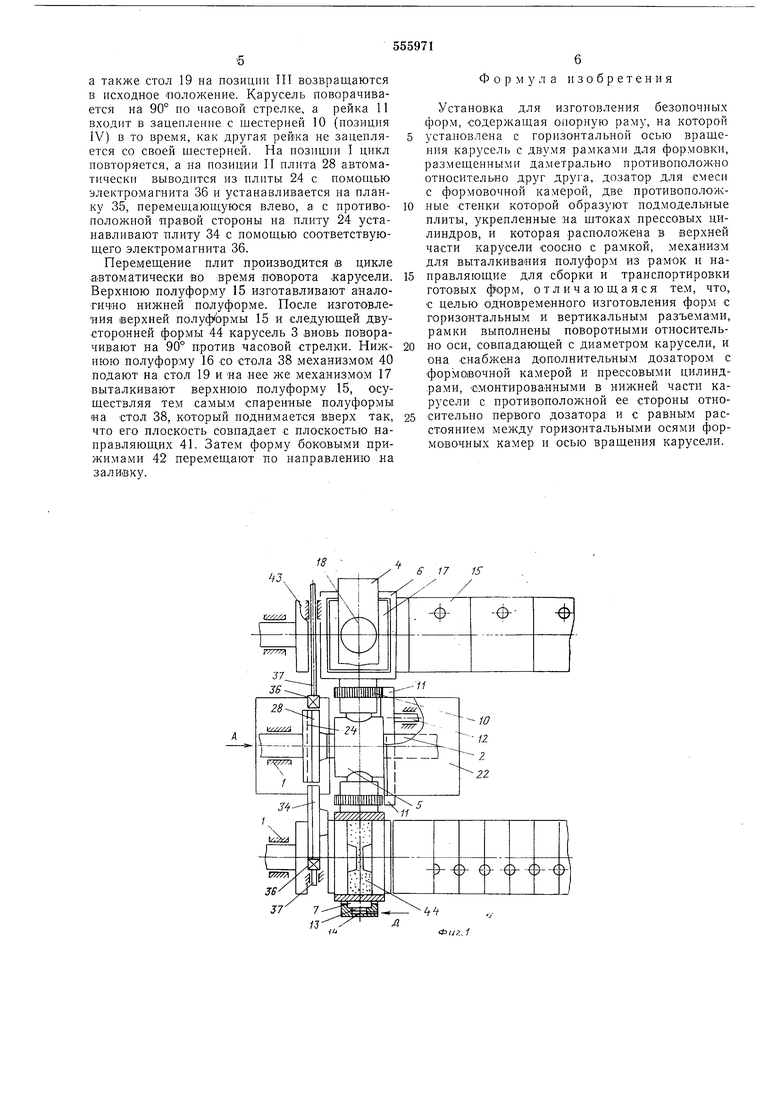
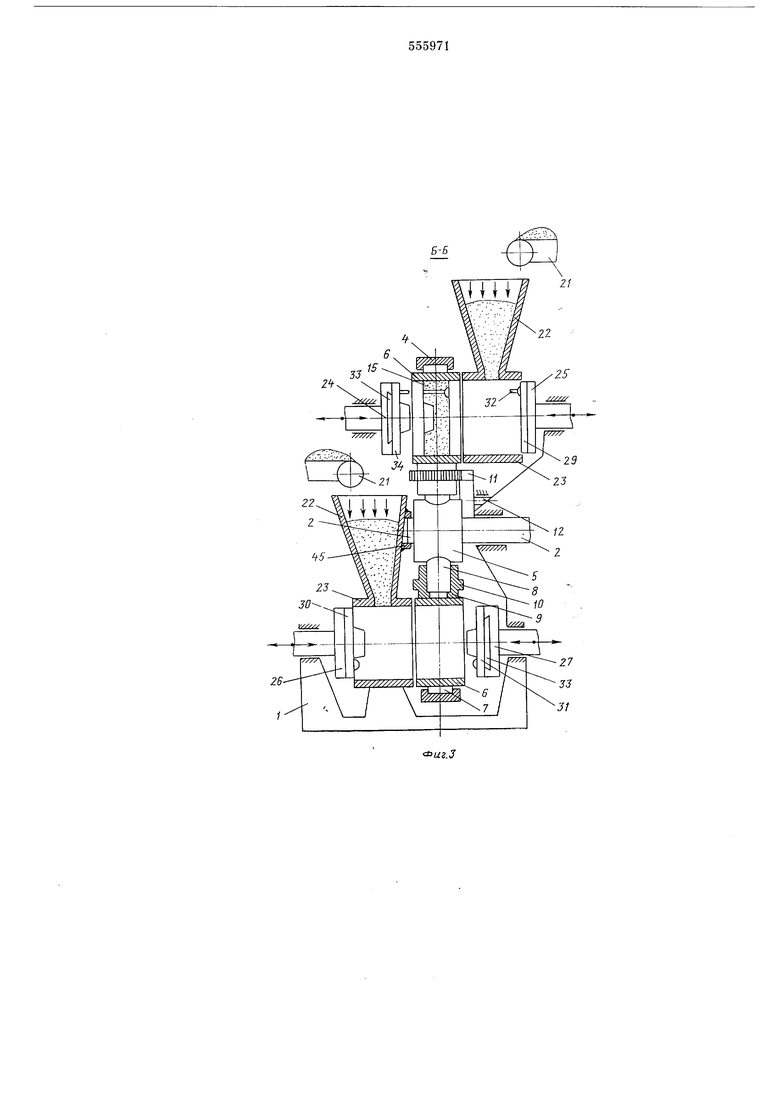
рально противоположно относительно друг друга размещены рамки 6 для формовки. Рамки осями 7 жестко связаны с ободом 4, а осями 8 - со ступицей 5 карусели. Рамки закреплены на осях с возможностью поворота вокруг горизонтальной оси. На осях 8 посредством втулки 9 жестко закреплены шестерни 10, входящие в зацепление с криволинейными рейками 11. Рейки за1креплены на щотках 12 поршневых приводов (на чертежах не показаны), которые размещены на опорной раме 1.
Рейки на упомянутых штоках закреплены с возможностью выхода из зацепления с шестернями 10, путем отвода в сторону в горпзоптальном направлении. Оси 7 своими торцами упираются в пневматические мембрапы 13, служащие фиксаторами ири подачи воздуха в полость 14 (по стрелке Д).
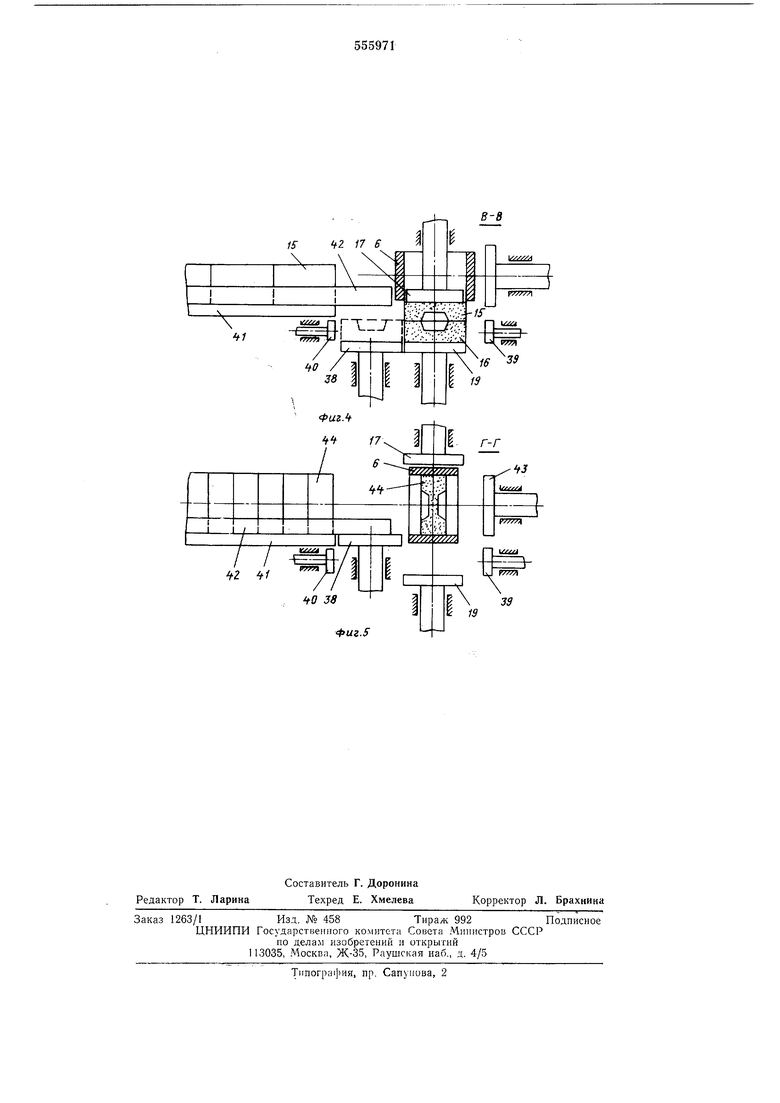
Для удалепия из рамок 6 верхних 15 и ппжиих 16 полуформ с горизоптальпым разъемом предпазначеп механизм 17 для выталкивания полуформ с приводом 18, жестко закреилеиным на ободе 4 карусели.
Стол 19 с приводом 20, закрепленным неподвижно на ободе 4, предназначен для приема полуформ 15 и 16. Питатель 21 предназначен для подачи формовочшой смеси в дозатор 22 с формовочной камерой 23, жестко связанной с опорной рамой 1. К камере 23 примыкают закрепленные на штоках прессовых цилиндров плиты 24, 25, 26, 27 с установленными на них подмодельными плитами 28, 29, 30, 31. Прессовые цилиндры закреплены на опорной раме 1. На одной из подмодельных плит 29 или любой другой может быть размещена литниковая чаша 32. Крепление подмодельных плит 28, 29, 30, 31 к плитам 24, 25, 26, 27 выполнено с помощью электромагнитов. При изготовлении верхних и нижних полуформ плита 28 заменяется в каждом цикле, поэтому она снабжена направляющими 33 типа «Ласточкин хвост. Плита 27 является верхней, а плита 34 нижней, расположенной на планке 35, причем удерживается она на планке электромагнитом 36 с приводом 37, который закреплен на раме 1.
Стол 38 предназначен для приема иолуформ 15 и 16, а для их перемещения со стола 19 на стол 38 и обратно служат соответственно механизмы для выталкивания полуформ 39 и 40. Стол и упомянутые механизмы смонтированы на раме 1. Под механизмом для выталкивания 40 расположен транспортер для приема полуформ, включающий направляющие 41 и боковые прижимы 42. Механизм выталкивания 43 уста новлен на раме 1 и предназначен для выталкивания двусторонних форм 44 с верти1кальным разъемом, причем его ось перпендикулярна оси механизма 17.
Для обеспечения Зстойчивости карусели 3 левый конец оси 2 установлен в опоре 45, жестко закрепленной на ниж-нем дозаторе 22.
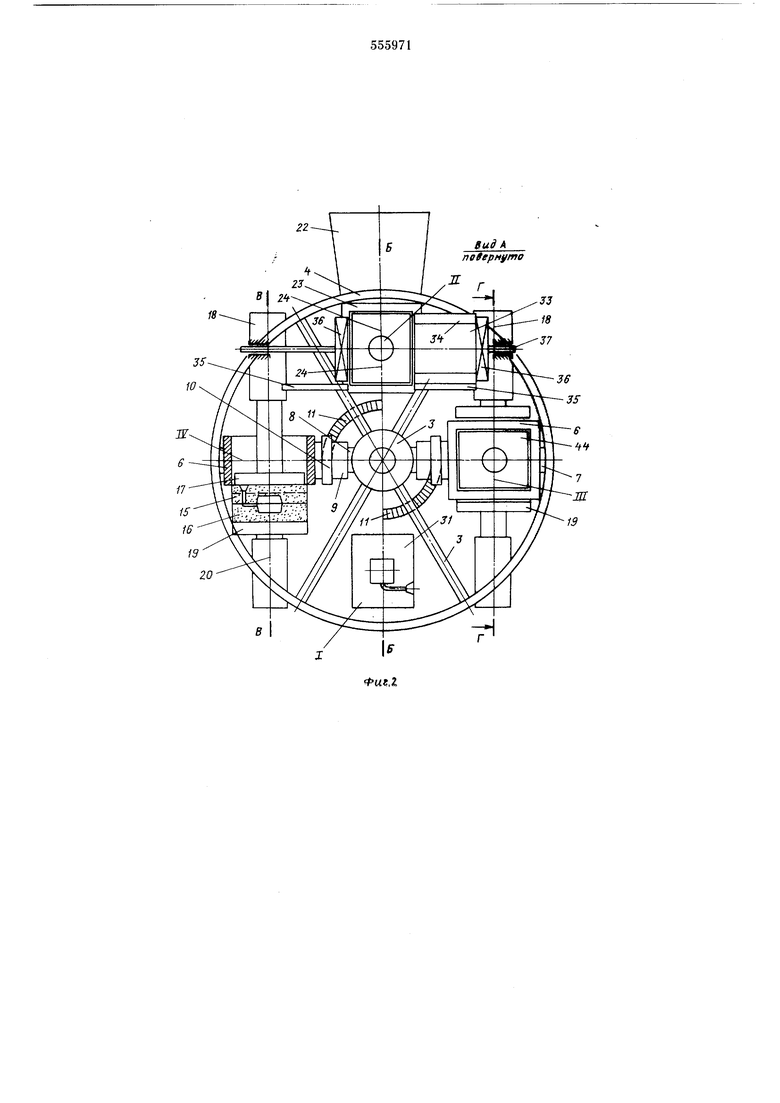
Установка имеет четыре позиции I, II, III, IV, На позициях I и II осуществляют изготовление безопочных полуформ, а на поз1щиях
III и - выталкивание их из рамок. Установка может работать в нескольких режимах. На ней можно изготавливать на I и II позициях только односторонние полуформы с горизонтальным разъемом, или только двусторонние формы с вертикальным разъемом или одновременно те и другие соответственно на I и П позициях.
Изготовление двусторонних полуформ осуществляют следующим образом.
Формовочную смесь питателем 21 подают в дозатор 22. Плиту 27 перемещают в формовочную камеру 23. Смесь из дозатора 22 сжатым воздухом подают в формовочную камеру и уплотняют с помоп1ью плит 26 и 27, несуи1,их на себе подмодельпые плиты 30 и 31. Затем фор.му 44 совместным движепием плит 26 и 27 перемеи1,а1от в рамку 6. Уиомяиутые илиты в процессе иеремеп1,еиия осуи;ествляют подирессовку, а это повьпиает плотпость полуформы и улучп ает контакт с рамкой 6. Затем осуществляется протяжка подмодельпых илит 30 и 31. Последние зате.м возвраи1аются в исходное положение.
Одновременно па поз1И1.ии II производят изготовление нижней полуформы с горизоптальиым разъемом а.налогичным образом. Затем карусель 3 поворачивают на 90° против часовой стрелки. В это время правая рейка 11 не зацепляется с соответствующей щестерней 10. Предварптельно перед поворотом каруселн рейку отводят в сторону. Левая рейка входит в зацепление, так как она подведена в рабочее положепие штоком 12.
На позицию III поступает рамка 6 с двусторонней полуформой, а на позицию IV - с нижней полуформой.
Для фиксации рамки на позиции IV в полость 14 перед поворотом подают сжатый воздух, и мембрана 13 прижимает ось 7. В результате указанная рамка не может поворачиваться вокруг своей оси. Только рамка на позиции III с двусторонней формой 44 может поворачиваться на 90° в осях 7 и 8. Форму 44 выталкивают из рамки механизмом 43 на стол 38, находящийся в верхнем положении занодлицо с направляющими 41, а затем на упомянутые направляющне. Форму 44 спаривают с предыдущей формой, и они вместе образуют стопку. Последнюю по направляющим 41 неремещают с помощью нрижимов 42. При этом механизмы для выталкивания полуформ 17, 39, 40, а также стол 19 в работе не участвуют, находясь в исходном положении.
Одновременно с выталкиванием верхней полуформы 15 на позиции III осуществляют выталкивание нижней полуформы 16 на позиции IV. Полуформу 16 выталкивают из рамки 6 механизмом 17 на стол 19. При этом упомянутый стол вместе со столом 38 находится в крайнем положении (их плоскости находятся на одном уровне). Затем механизмом для выталкивания 39 полуформу 16 сталкивают на стол 38 и проставляют в нее стержни. Далее механпзмы для выталкивап1 я 17 и 39,
а также стол 19 на позиции III возвращаются в исходное положение. Карусель иоворачивается на 90° но часовой стрелке, а рейка 11 входит в зацепление с шестерней 10 (иознция IV) в то время, как другая рейка не зацепляется со своей шестерней. На нозицни I цикл иовторяется, а на иозиции II плита 28 автоматически выводится из илиты 24 с помощью электромагнита 36 и устанавливается на планку 35, перемещающуюся влево, а с противоположной правой стороны на плиту 24 устанавливают плиту 34 с помощью соответствующего электромагнита 36.
Перемещение плит производится в цикле автоматически во время поворота .карусели. Верхнюю полуформу 15 изготавливают аналогично нижней полуформе. После изготовления верхней полуформы 15 и следующей двусторонней формы 44 карусель 3 вновь поворачивают на 90° против часовой стрелки. Нижнюю полуформу 16 СО стола 38 механизмом 40 подают на стол 19 и на нее же механизмом 17 выталкивают верхнюю полуформу 15, осуществляя тем самым спаренные полуформы на стол 38, который поднимается вверх так, что его плоскость совпадает с плоскостью направляющих 41. Затем форму боковыми прижимами 42 перемещают по направлению на заливку.
Формула изобретения
Установка для изготовления безопочных форм, содержащая опорную раму, на которой установлена с горизонтальной осью вращения карусель с двумя рамками для формовки, размещенными даметрально противоположно отиосительно друг друга, дозатор для смеси с формовочной камерой, две противоположные стенки которой образуют подмодельные плиты, укрепленные на штоках прессовых цилиндров, и которая расположена в верхней части карусели соосно с рамкой, механизм для выталкивания полуформ из рамок и направляющие для сборки и транспортировки готовых форм, отличающаяся тем, что, с целью одновременного изготовления форм с горизонтальным и вертикальным разъема-ми, рамки выполнены поворотными относительно оси, совпадающей с диаметром карусели, и она снабжена дополнительным дозатором с формовочной камерой и нрессовыми цилиндрами, -смонтированными в нижней части карусели с противоположной ее стороны относительно нервого дозатора и с равным расстоянием между горизонтальными осями формовочных камер и осью вращения карусели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU697041A3 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Автоматическая линия для изготовления безопочных форм с вертикальным разъемом | 1978 |
|
SU749566A1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
6 17 IS
Фи.. 1
22
18
19
20
Zt
