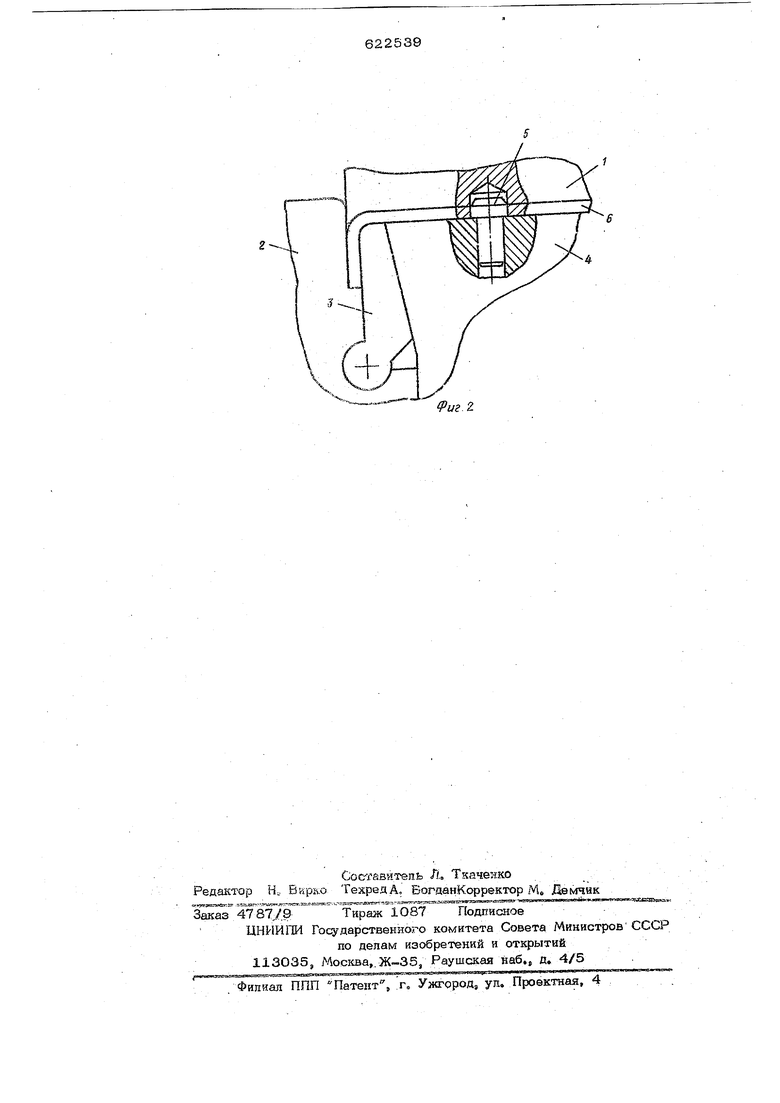
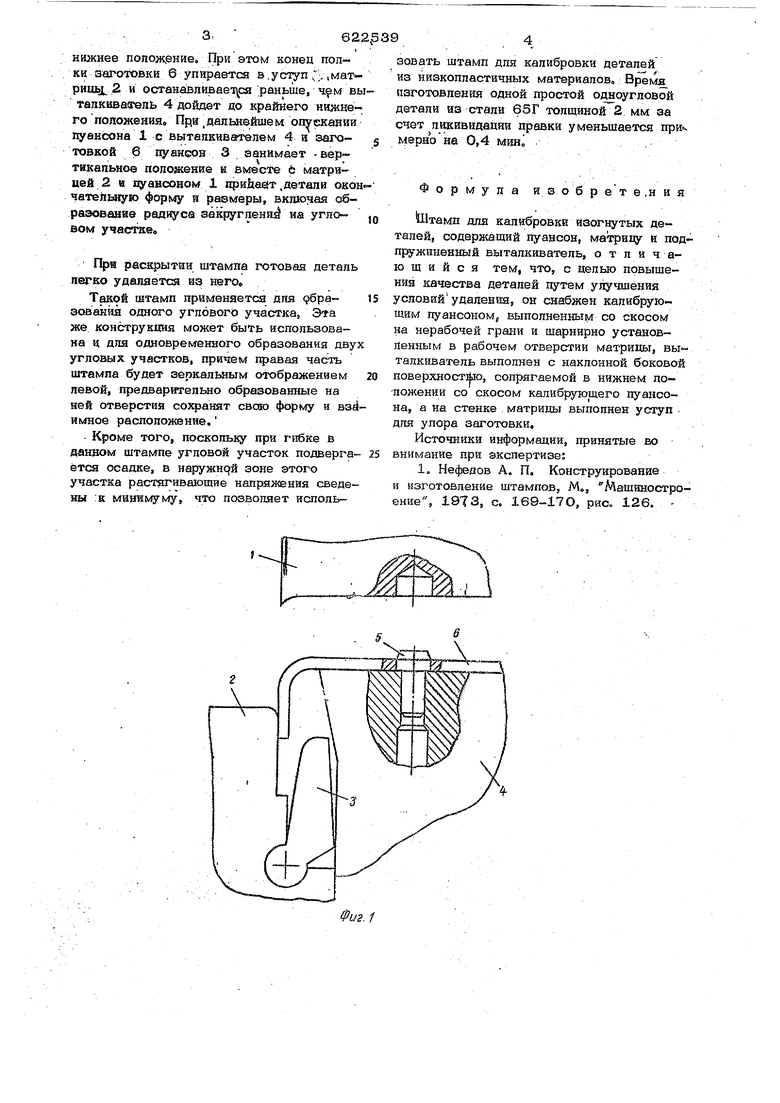
Изобретение относится к обработке металлов давлением и, в частности, к оснастке для листовой штамповки. Известен штамп для калибровки-изогнутых деталей, содержащий пуансон, мат рицу и установленный в рабочем отверстии матрицы подпружиненный выталкиватель р.. Однако откалиброванная в известном штампе деталь плотно облегает пуансон и при съеме деформируется. Целью изобретения является повышение качества деталей путем улучшения условий удаления. Для достижения этой цели штамп сна жен калибрующим пуансоном, выполненным со скосом на нерабочей грани и ша нирнр установленным в рабочем отверстйи матрицы, выталкиватель выполнен с сн аклонной боковой поверхностью, сопря гаемой в нижнем положении со скосом калибрующего пуансона, а на стенке мат цы выполнен уступ для упора заготовки. На фиг. 1 и 2 показаны рабочие части штампа в исходный и конечный момент деформирования соответственно. Штамп содержит пуансон 1, матрицу 2 с выполненным на ее стенке уступом для заготовки высотой е менее высоты заготовки и шарнирно установленным в ее отверстии калибровочным пансоном 3, имеющим на нерабочей грани скос 5-7 . Выталкиватель 4 выполнен с боговой поверхностью , наклоненной в направлении обратном скоса направлению на калибрующем пуансоне. На выталкивателе 4 закреплен по меньшей мере один фиксирующий щтырь 5. Пуансон 1 и матрица 2 смонтированы на плитах стандартного блока (не показаны). Штамп работает следующим образом. Заготовка 6, предварительно согнутая по дуге радиусом, больщим чем радиус пуансона 3, фиксируется на штифте или штырях 5. При рабочем ходе пресса пуансон 1 опускается на заготовку 6 и, преiодолевая усилие буферного устройства, перемещает выталкиватель 4 в крайнее
нижнее пологк:.ение. При этом конец полки заготовки б упирается в .уступ j, ,мат- рииь1,.2 и останавпивает ся раньше, Быталкива гепЬ 4 дойдет до крайнего нижнего положения. При ,дальнейшем опуеканаи пуансона 1 с вытапкивегтелем 4 и эаготоакой 6 пуансон 3 занимает -вер тикапьное попожение в вместе fc матрицей. 2 и цуавсоном 1 щзиЬа т .детали окончатепьную форму и равмары, включая образование радиуса закругпена на угповом участке
При распытан штампа готовая деталь легко уданяется из него,
Такой штамп применяется дня бразовання одного углового участка, же конструкция может быть использована ч для одновременного образования двух угловых участков, причем правая часть штампа будет зеркальным отображением левой, предварительно образованные на ней отверстия созфанят свою форму и вз имное располоясение.
Кроме того, поскольку при гибке в данном штампе угловой участок появергаётся осадке, в наружн9й зоне этого участка растягивающие налрялсения сведены :к минйк му, что позвогшет использовать штамп для калибровки деталей из низкопластичных материалов, Время изготовления одной простой одноугповой детали из стала бЗГ толщиной 2 мм за счет лнкивидаиии правки уменьшается при. мерно на 0,4 .
Формула и 3 о б р е т е.н и я
Ь1тамп для калибровки изогнутых деталей, содержащий пуансон, матрицу и подnf -жиненный выталкиватель, отличающийся тем, что, с целью повышения качества деталей путем улучшения условийудаленка, он снабжен калибрующим пуансоном, выполненным со скосом на нерабочей грани и шарнирно установленным в рабочем отверстии матрицы, выталкиватель выполнен с наклонной боковой поверхностйло, сопрягаемой в нижнем положении со скосом калибрующего пуансона, а На стенке матрицы выполнен уступ для упора заготовки.
Источники информации, принятые во внимание нри экспертиза:
1, Нефедов А. П, Конструирование и изготовление штампов, М, Машиностроение, 1973, с. 169-17О, рис 126. (Рш.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Штамп для гибки детали с двумяизОгНуТыМи учАСТКАМи | 1979 |
|
SU845973A1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Штамп для гибки и калибровки | 1977 |
|
SU665967A1 |
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |
| Штамп для вытяжки цилиндрических колпачков | 1975 |
|
SU547262A1 |
| Штамп для выдавливания | 1990 |
|
SU1722674A1 |