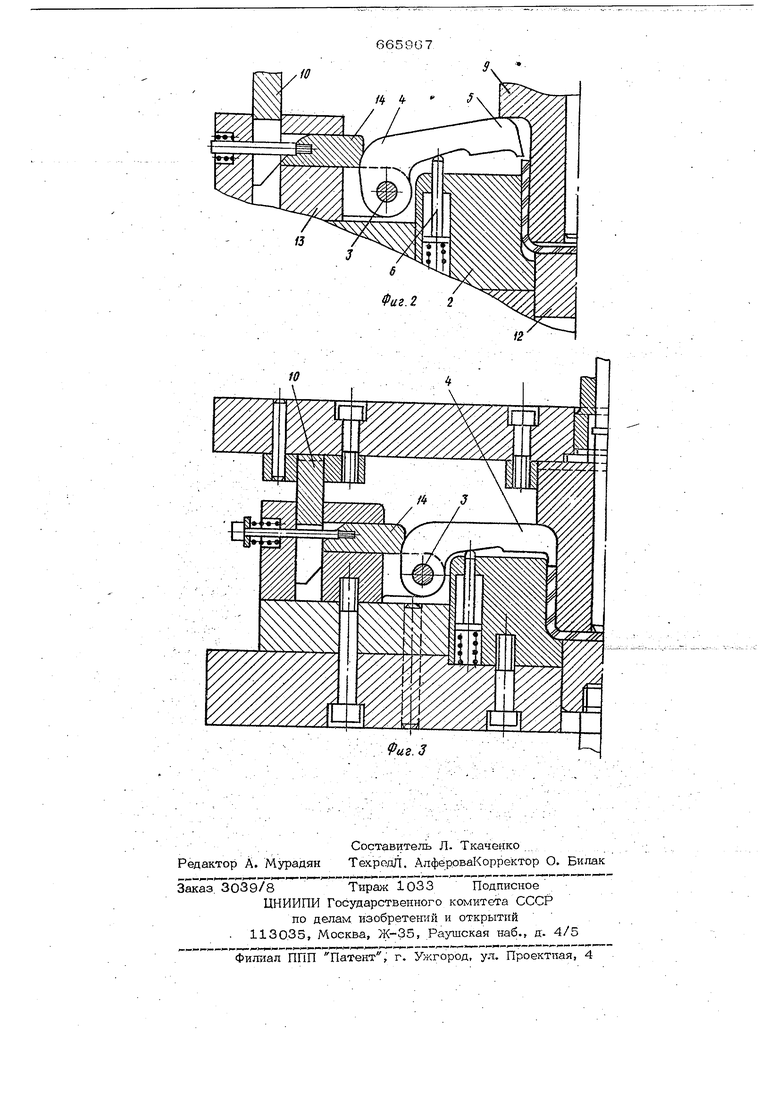
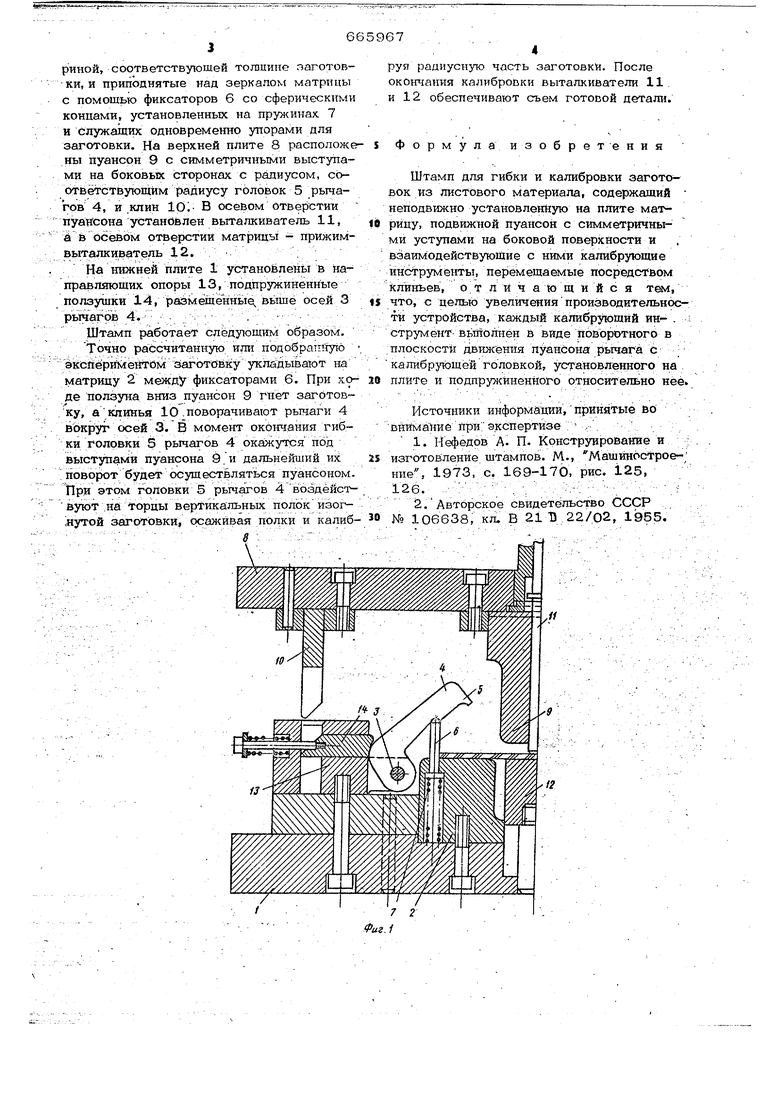
рииой, соответствующей толзште заготовки, и приподнятые над зеркалом матрицы с помощью фиксаторов 6 со сферическими концами, установленных на пружинах 7 и служащих одновременно упорами для заготовки. На верхней плите 8 располож ны пуансон 9 с симметричными выступами на боковых сторонах с радиусом, соотвётствутощйм радиусу головок 5 рычагов 4, и .клин 1.О. В осевом отверстии пуансона устанбвлен выталкиватель 11, а в осевом отверстий матрицы - прижимвыталкиватель 12.: На нижней плите 1 установлены в направляющих опоры 13, подпружиненные ползушки 14, размешенные, выше осей 3 р1э1чагрв . Штамп работает следующим oepaso i. Точно рассчитанную или подобратп уго aKcriepiftCietiTOM заготовку уклйдывают на матрицу 2 между фиксаторами 6. При х.о де ползуна вниз пуансон 9 гнет загбтовку, а клинья 10 .поворачивают рычаги 4 BOKpiyr осей 3. В момент окончания гибки головки 5 рычагов 4 окажутся под выступами пуансона 9. и дальнейший их поворот будет осуществляться пуансоном При этом головки 5 рычагов 4 воздейст вуют .на торцы вертикальных полокизогдутой заготовки, осаживая полки и калиб руя радиусную часть заготовки. После окончания калибровки выталкиватели 11 и 12 обеспечивают съем готовой детали. Формул а изобретени Штамп для гибки и калибровки заготовок из листового материала, содержащий неподвижно установленную на плите матрицу, подвижной пуансон с симметричными уступами на боковой поверхности и взаимодействующие с ними калибрующие инструменты, перемещаемые посредством Клиньев, л и ч а ю щ и и с я тем, что, с целью увеличенияпроизводительности устройства, каждый калибрующий ин- . ; струмент- выполнен в, виде поворотного в : плоскости пуансона рычага с калибрующей головкой, установленного на плите и подпружиненного относительно нее. Источники информации, принятые вй вйймание при .экспертизе .,:. .. . . 1. Нефедов А. П. Конструирование и : изготовление штампов. М., /МашйнРсТрое-; ние, 1973, с. 169-170, рйс. 125, 126. . ; . .: -;;-/.. 2.Авторское свидетельство СССР № 106638, кл. В 21 Т) 22/02, 1955.
Фиъ 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для формовки | 1980 |
|
SU912339A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Устройство для штамповки полых деталей | 1980 |
|
SU902915A1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |