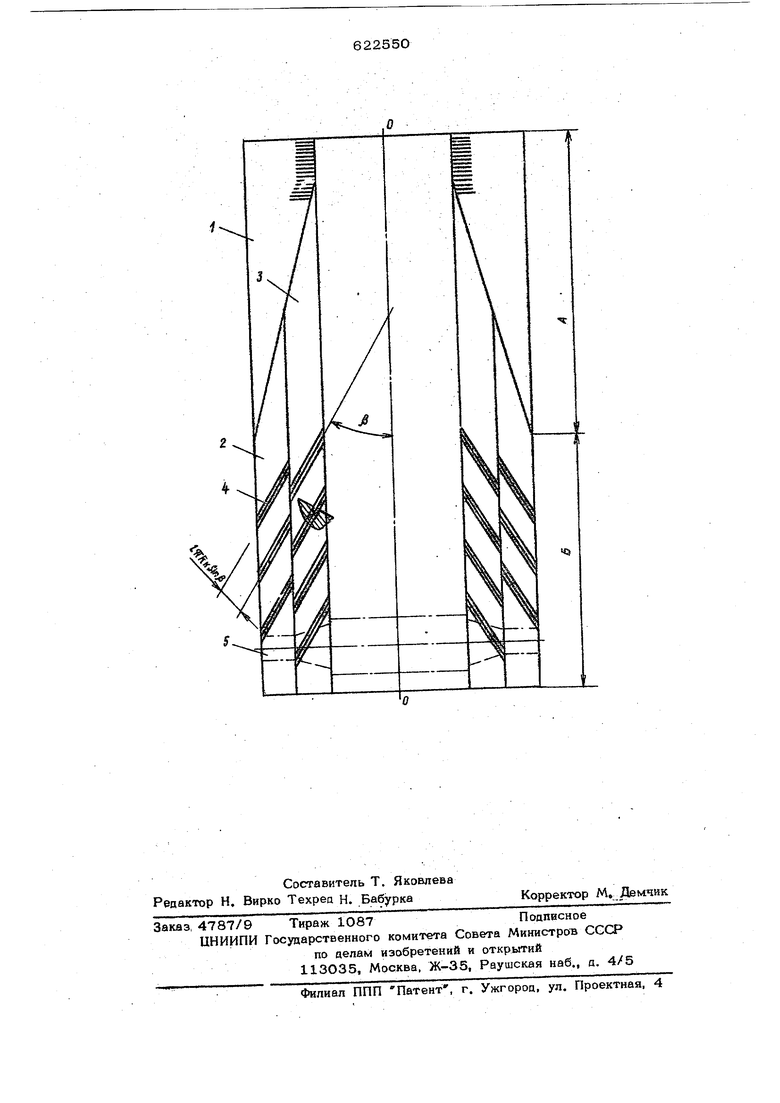
Изобретение относится к обработке металлов давлением и может быть испол зовано при производстве изделий типа ступенчатых валов. Известен инструмент для поперечноклиновой прокатки, содержащий формующий участок и расположенный за формующим участком по ходу прокатки калибрующий участок, на рабочей поверхности которого выполнены параллельные между собой пазы, расположенные к продольной оси инструмента под острым углом с вершиной, направленной к формующему участку l. Недостатком известного инструмента является невысокая точность прокатки: образовавшейся во время прокатки на участке деформирования неточности профиля в виде овальности или незапланированной конусности не могут быть исправлены на участке калибровки, так как зна чительная ширина контакта прокатываемо детали с инструментом исключает осевое течение металла. Указанный недостаток устраняется в предлагаемом инструменте за счет того, что пазы расположены симметрично относительно продольной оси инструмента на расстоянии один от другого )sinp, где к радиус качения; |Ь - угол наклона пазов. На чертеже показан предлагаемый инструмент, -вид в тлане. Инструмент содержит последовательно расположенные формующий А и калибрующий Б участки, имеющие деформирующие наклонные грани 1 и калибрующие поверхности 2 и 3. На калибрующих поверхностях 2 и 3, на участке калибровки Б, выполнены пааы 4, составляющие с продольной осью ОиО инструмента острый угол |i с вершиной, направленной в сторону формующего участка А. Пазы вьшолнень на расстоянии более 1ГКц sih ft один от другого и расположены симметрично относительно проаопьиой оси Q-0 инструмента,. ,
Работа предложениыц инструментам сюуществляётся слваукхцим образом. Два одинаковых внструмента лервмеш {Ьт навстречу друг аругу в параллельных
направлениях При этом омщ внедрялэтся в заготовку 5 на определенную глубину, вызывая ее врашение. На: участке А происходит уменьшение диаметра заготовки и увеличение- ее длкиы, чем до Ьгагается образование заданного и аелия. На участее Б нсщшвпяотся неточности профипя 1@|деяия в виде oaa/ibHocTH япк незапланированной конусности, которые образовались во время прокатки на формирующем участке. 3&тем прокатаннЪе изделие удаляют, а инструменты возвращают в исходное положение
Пазы 4 на участке калибровки разделяют контактную новерхность заготовк 5 с инструментом на нескояько отдельны участков, вследствие чего становится возможным осевое течение металла и оставление неточностей профиля изцеЛИЯ. чем увеличиваете точность прокатки..Iо
Выполнение пазов яод углом 1 /Kl к продольной оси инструмента и расположение их симметрично относительно этой оси создают осевое растягивающее усилие в { окатываемой заготойке, что предотвращает искривление . В случае , если пазы выполнитВ на расстоянии, равном ТАц ein |J , след от
. пазрв в виде выступов на изделии через полоборота заготовки снова будет попадать в паз и на изделии останется винтовой след, из-за чего снизится качество поверхности изделия. Поэтому в предложенном устройстве пазы выполнены на расстоянии, большем ТГКц sin р , благодаря чему И обеспечено выео.кое качество поверхности изделия,.
Формула изобретения
Инстрзгмент для поперечно-клиновой прокатки, содержащий формующий участок , и расположенный за формующим участком по ходу прокатки калибрующий участок, на рабочей поверхности которого выполнены параллельные между собой пазы, расположенные к продольной оси инструмент4 под острым углом с вершино направленной к формующему участку, отли чающийся тем, что, с целью повышения точности прокатки, пазы расположены симметрично относительно продольной оси инструмента на расстоянии один относительно другого
I
где Як - радиус качения;
В - угол наклона пазов.
Источники информации, принятые во внимание при экспертизе;
1. Патент Великобританки № 1.373,851, кл. В 3. М, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечной прокатки | 1977 |
|
SU694262A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ПРОКАТНОГО СТАНА ДЛЯ ПРОИЗВОДСТВА КРУГЛЫХ ПРОФИЛЕЙ | 1991 |
|
RU2014914C1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Инструмент для поперечнойпРОКАТКи | 1978 |
|
SU804139A1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |