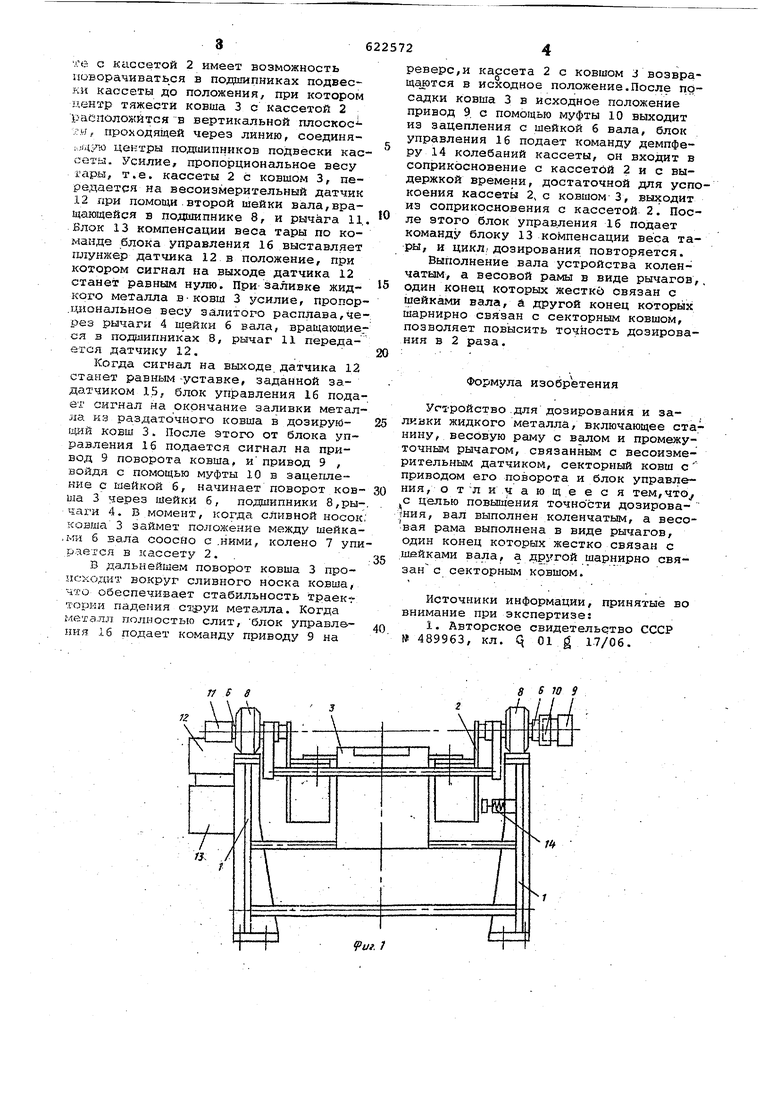
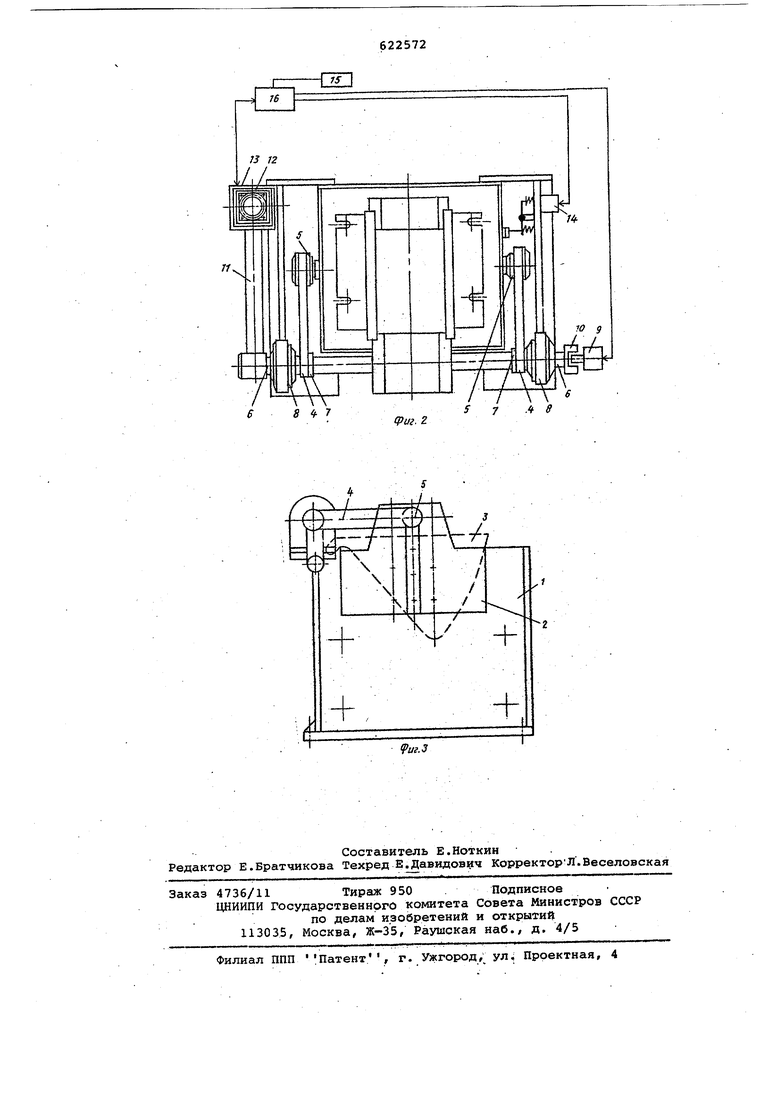
.се с кассетой 2 имеет возможность поворачиваться в подшипниках подвески кассеты до положения/ при котором центр тяжести ковша 3 с кассетой 2 расположится в вертикальной плоскос- 7:и, npoxoflHiqeft через линию, соединя;:..1ЩсЛо центры подшипников подвески кас сеты. Усилие, пропорциональное весу уары, т.е. кассеты 2 с ковшом 3, передается на весоизмерительный датчик 12 при помощи.второй шейки вала,вращающейся в подшипнике 8, и рычага 11, Блок 13 компенсации веса тары по команде блока управления 16 выставляет плунжер датчика 12 в положение, при котором сигнал на выходе датчика 12 станет равным нулю. При заливке жидкого металла в-ковш 3 усилие, пропор.цнональное весу залитого расплава,через рычаги 4 шейки 6 вала, вращаюадиег ся в подшипниках 8, рычаг 11 передается датчику 12. Когда сигнал на выходе, датчика 12 станет равным -уставке, заданной задахчиком 15, блок уп равления 16 подает сигнал на окончание заливки металла из раздаточного ковша в дозируй дий ковш 3. После этого от блока управления 16 подается сигнал на привод 9 поворота ковша, и привод 9 , войдя с помощью муфты 10 в зацепление с шейкой 6, начинает поворот ковша 3 мерез шейки б, подшипники 8,рычаги 4. В момент, когда сливной носок ковша 3 займет пололсение между шейка.ми б вала соосНо с .ними, колено 7 упи рается в кассету 2. . В дальнейшем поворот ковша 3 происходит вокруг сливного носка ковша, что обеспечивает стабильность траек тории падения мета,лла. Когда металл полиостью слит, блок управления 16 подает команду приводу 9 на 2 реверс,и кассета 2 с ковшом 3 возвращаются в исходное положение.После посадки ковша 3 в исходное положение привод 9. с помощью муфты 10 выходит из зацепления с шейкой 6 вала, блок управления 16 подает команду демпферу 14 колебаний кассеты, он входит в соприкосновение с кассетой 2 и с выдержкой времени, достаточной для успокоения кассеты 2, с ковшом 3, ВЕЗХОДИТ из соприкосновения с кассетой 2. После этого блок управления 16 подает команду блоку 13 компенсации веса тары, и цикл/дозирования повторяется. Выполнение вала устройства коленчатым, а весовой рамы в виде рычагов,, один конец которых жесткд связан с шейками вала, а другой конец которых шарнирно связан с секторным ковшом, позволяет повысить точность дозирования в 2 раза. Формула изобретения Устройство.для дозирования и залийки жидкого металла, включающее станину, весовую раму с валом и промежуточным рычагом, связанным с весоизмерительным датчиком, секторный ковш с приводом его поворота и блок управления, о т л и Л1 а ю щ е е с я тем,чтОу с Целью повышения точности дозироваия, вал выполнен коленчатым, а весовая рама выполнена в виде рычагов, один конец которых жестко связан с шейками вала, а другой шарнирно связан с секторным ковшом. Источники информации, принятые во внимание при экспертизе; 1. Авторское свидетельс;тво СССР №489963, кл. q 01 б 17/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования изАлиВКи жидКОгО МЕТАллА | 1979 |
|
SU812421A1 |
| Устройство для заливки и дозирования жидкого металла | 1983 |
|
SU1109258A1 |
| Устройство для дозирования металла в изложницы | 1979 |
|
SU900976A1 |
| Устройство для дозирования и заливки жидкого металла | 1978 |
|
SU723387A1 |
| Устройство для автоматического весового дозирования жидкого металла | 1979 |
|
SU767548A1 |
| ДОЗАТОР ВЕСОВОЙ | 2019 |
|
RU2721720C1 |
| Весовой дозатор | 1991 |
|
SU1793258A1 |
| ВЕСОВОЙ АВТОМАТ ДЛЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1971 |
|
SU322646A1 |
| Устройство для дозированного упаковывания штучных изделий | 1985 |
|
SU1324938A1 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
-cF
J
А
/ /
+ / -I
1ч
t
+
+
