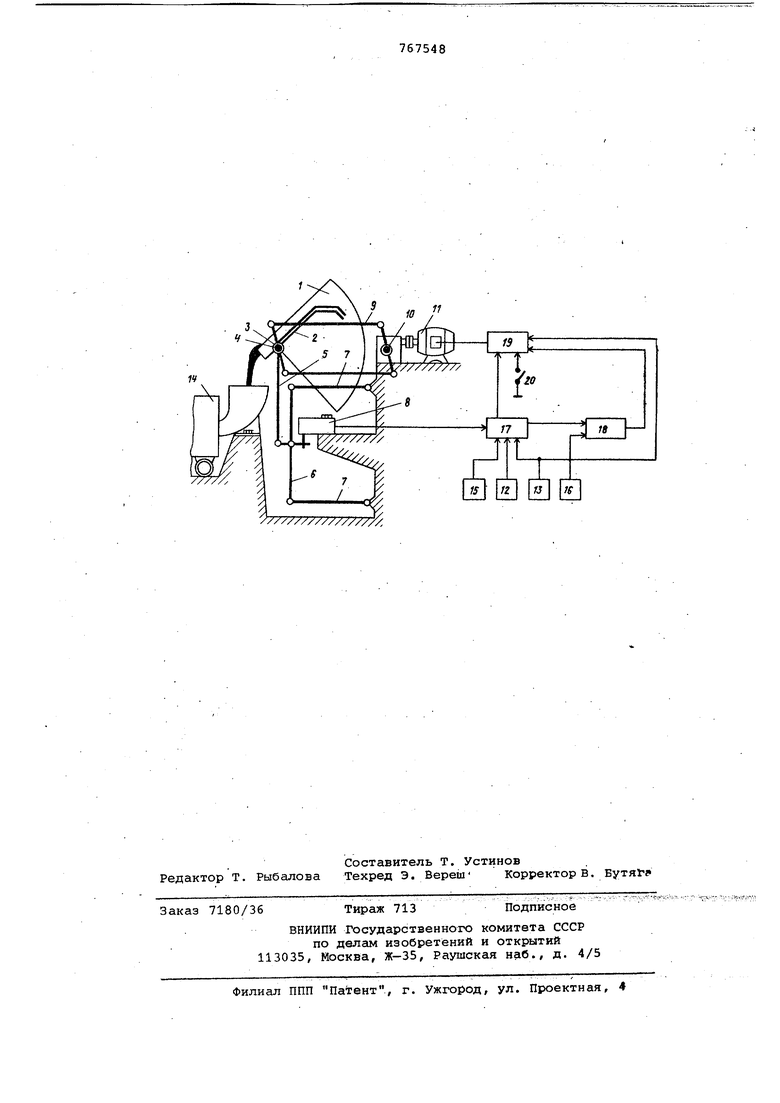
Эта цель достигается тем, что взве шивающий механизм выполнен в виде рычажного механизма, связываюгцего ось поворота ковша через шарнирно уста йбвлённые вертикальные стойки и трёхзвенный механизм с датчиком веса, а привод поворота ковша установлен на неПОДВИЖНОМосновании и Связан с кбвШбм по средством шарнирных четырехзвенных механизмов. На чертеже схематически показано устройство для автоматического весово гЪ ЯО3 ироЁания жидкого металла. Устрбйство состоит из съемного дозировочного ковша 1, установленного на грузоттриемных рычагах кантователя 2,жестко соединенных с осью вращения 3,расположенной в подшипниках 4, укрепленных на стойках 5, шарнирно соединенных с подвижными элементами б, образующими совместно с горизЬнтальными рычагами 7 и основанием (фундаментом) весопередающий механизй, цен трирующий линию передачи усилия на весоизмерительные датчики 8. Два шар нирных четырехзвенных механизма 9, симметрично расположенных относитель но ковша, связывают ось 3 с осью 10 привода 11 поворота, установленного на фундаменте.. Для а:&гбйатйчёскОго управлений процессом заливки металла в форму весоизмерительные датчики 8 и привод 1 поворота соединены с системой автоматики, содержащей датчики 12, 13 поло жения формз центробежной машины 14 и скОрбсти ее врахдания, два задатчйка 15, 16 программы веса дозы и весовой скорости заливки металла, преобразователь 17, сумматор 18, блок 19 управления приводом 11 и командный выключатель 20 возврата ковша в исход нОеположение., , . ., Устройствб работает следующим образом. Заполненный металлом дозировочный кбвш 1 устанавливается на грузоприемные рычаги кантователя 2, при этом полный вес ковша с металлом передаётся на весоизмерительные датчики 8, задатчиками программы 15 и 16 задаетйяебЪтветствующая весбвая дозаи весовая скорость заливки.Как только форма центробежной машины 14 занимает полбжение для заполнения ее металлом датчиком 12 выдается команда на преобразователь 17. Сигнал, поступивший с весоизмерительных датчиков 8, сббтветствующий полному весу нагрузки, компенсируется (уравновешивается изме рительный мост в нулевое состояние) прёобййзОватёлем, с этого мойента Устрбйстёб подготовЛёно для заливки металла в форму. , . Форма центробежной машины приводит ся вб вращательное движение, и по достижении необходимого числа оборотов датчиком 13 отключается компенсатор установки нуля и вьщается команда на блок 19 управления приводом 11, при этом включается привод и посредством шарнирных четырехзвенных механизмов 9 приводится во вращательное движение ковш 1 на слив металла. С момента начала слива металла сигнал с весоизмерительных датчиков 8, -пропорциональный изменению веса, поступает на преобразователь 17, дифференцируется и соответственно скорости изменения; веса поступает на сумматор 18, алгебраически суммируется с сигналом задатчйка 16, а разность их, т. е. ошибка скорости заливки, поступает -в блок 19 управления приводом 11. Когда сигнал с датчиков веса достигает по величине значения заданной дозы с преобразователя 17 выдаются две команды на остановку и реверс привода поворота. С момента прекращения слива металла с ковша 1 привод поворота 11 отключается, и ковш останавливается от дальнейшего отворота. Поеле извлечения отлитой трубы из формы последующий цикл работы устройства повторяется аналогично. По окончании слива всего металла из ковша 1 командным выключателем 20 ковш возвращается в исходное положение . Применение устройства при производстве центробежнолйтых чугунных труб позволяет получить значительную экомию металла, повысить качество отливок, а также повысить производительность технологического процесса отливки труб. Формула изобретения Устройство для автоматического весового дозирования жидкого металла, содержащее дозировочный ковш с приводом его поворота и взвешивающий ме-. ханизм с датчиком веса, установленным на неподвижном основании , отличающееся, тем, что, с целью повышения точности и надежности дбзирования, взвешивающий механизм Выполнен в виде рычажного механизма/ связывающёгр ось поворота ковша через шарнИрно установленные вертикальные стойки и трехзвенный механизм с датчиком веса, а привод поворота ковша установлен на неподвижном основании и связан с ковшом посредством шарнирных четырехзвенных механизмов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 477311, кл. G 01 G 11/12, 29.12.72. 2.Авторское свидетельство СССР № 186655, кл. В 22 D 39/00, 15.03.62 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования и заливки жидкого металла | 1978 |
|
SU723387A1 |
| Устройство для заливки и дозирования жидкого металла | 1983 |
|
SU1109258A1 |
| Устройство для дозирования жидкого металла | 1975 |
|
SU554947A1 |
| Устройство для дозирования изАлиВКи жидКОгО МЕТАллА | 1979 |
|
SU812421A1 |
| Устройство для автоматического дозирования жидкого металла | 1980 |
|
SU900977A1 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
| Устройство для дозирования жидкого металла | 1990 |
|
SU1756016A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ МЕТАЛЛА | 1972 |
|
SU420392A1 |
| Устройство для заливки жидкого металла | 1980 |
|
SU876293A1 |
| Устройство для дозирования и заливки жидкого металла | 1977 |
|
SU622572A1 |