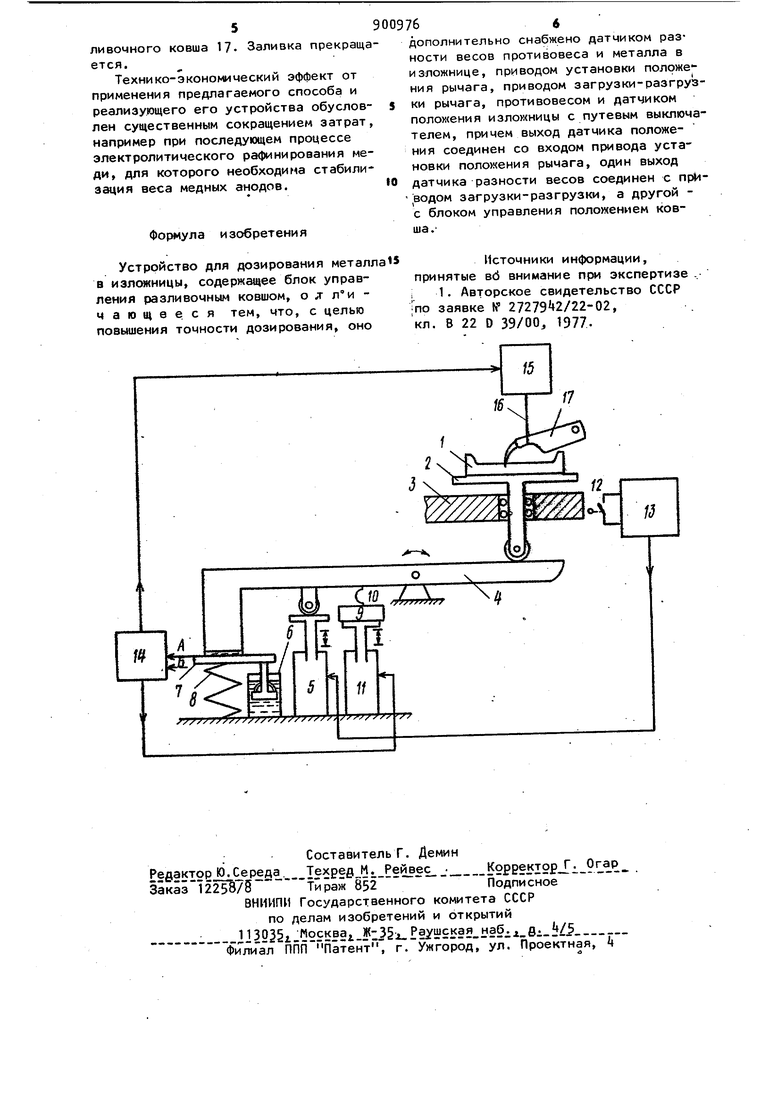
(5) УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ МЕТАЛЛА Изобретение относится к автомат1/Р ческим устроГютвам для дозирования жидкого металла, в частности для автоматического дозирования меди в про цессе заливки ее в изложницы при изготовлении медных анодов. Изобретение может быть использовано в металлургии. Известно устройство, основанное на весовом дозировании жидкого метал ла, содержащее ковш, в опоре с возможностью вращения, привод с цепными передачами, а дозатор снабжен опорой с конической передачей, связанной с приводом fl 1. Это решение связано со взвешиванием ковшей, т.е. металл взвешивается не в изложницах, а в промежуточной емкости, что вызывает дополнительные погрешности, но основные погрешности связаны как с конструктивными решениями, например с изменение центра тяжести ковша в процессе дози рования, так и с измене,ниями веса ко В ИЗЛОЖНИЦЫ ша в процессе работы за счет выгорания футеровки, образования настылей на ковше и весовой раме и т.п. Замена одного ковша другим требует дополнительной наладки устройства. Наиболее близким к предлагаемому по технической сущности является устройство (. 1 ), включающее станину, весовую раму с промежуточным рычагом, связанным с датчиком веса, секторный ковш с приводом поворота и блок управ.ления, причем вал коленчатый, а вег совая рама выполнена в виде рычагов, один конец которых связан с шейками вала, а другой - с ковшом. Здесь исключено влияние на точность дозирова ния смещение центра тяжести ковша. Но устранение лишь одного этого недостатка достигнуто за счет конструктивного усложнения устройства. Влияние колебаний веса тары на точность дозирования можно считать устраненны ми лишь частично. 390 Цель изобретения - повышение точности дозирования жидкого металла при одновременном упрои(ении предназна ченного для этого устройства и его эксплуатационной надежности, Указанная цель достигается тем, что дозирование производится устройством, содержащим блок управления разливочным ковшом, которое дополнительно содержит датчик разности весов противовеса и металла в изложнице, приводом установки положения рычага, приводом загрузки-разгрузки рычага, противовесом и датчиком положения изложницы с путевым выключателем, причем выход датчика положения сординен со входом привода установки положения рычага, один выход датчика разности весов соединен с приводом загрузки-разгрузки, а другой - с блоком управления положением ковша. Устройство устраняет влияние на точность дозирования абЬолютного веса изложницы и его колебаний. Существенным является и то, что из устройства исключены точные весоизмерительные датчики, а к применяе;мым датчикам не предъявляется требований по обеспечению линейности и стабильности. Все это в целом существенно упрощает предлагаемое устройство и повышает его эксплуатационную надежность. Для устройства вполне пригоден любой датчик перемещений, который бы подавал сигнал о возвращении в свое исходное положение. На чертеже показана схема предлагаемого устройства. Устройство содержит изложницу 1, подвижную в вертикальном направлении платформу 2 для установки изложницы, платформу 3 карусельной разливочной машины, качающийся рычаг , взвешива ющий платформу на позиции разливки, привод 5 установки положений рычага, демпфер 6, подпружиненную платформу 7 пружину 8, калиброванный противовес 9, гибкую связь 10, привод 1 загрузки-разгрузки рычага калиброванным противовесом, путевой выключатель 12, блок 13 подачи сигнала вывешивания изложницы, датчик 14 разности весов противовеса и металла в изложнице, например датчик перемещеНИИ, блок 15 управления приводом положения разливочного ковша, тягу 1б, разливочный ковш 17. 6 Устройство работает следующим образом. Когда изложница 1, расположенная на подвижной платформе 2, которая, в свою очередь, опирается на платформу 3 карусельной раз/ 1вочной машины, подается под заливку, то замыкается путевой выключатель 12 и блок 13 дает команду вывешивания платформы 2 с изложницей 1, До этой коман; ы качающийся рычаг tf находится в положении, когда плечо рычага под изложницей опущено и не препятствует выводу изложницы на позицию разливки. Это обеспечивается приводом 5 установки положений рычага. Конечным звеном привода может быть например, поршень, который через ролик может поднимать плечо рычага. По команде с блока 13 выключается привод 5 и поднятое плечо рычага начинает опускаться, так как момент размещенных на этом плече рычага масс заведомо превышает момент, который создает при подъеме на другом плече рычага пустая изложница вместе с подвижной платформой. Платформа 2 с изложницей 1 отрывается от неподвижной платформы 3 и поднимается над ней на 2-3 см, что обеспечивается разницей моментов/ создаваемых изложницей и противовесом, а также характеристиками пружины 8. Вывешенная пустая изложница задает определенное положение рычага, который за счет разности моментов нажимает на подпружиненную платформу 7 с демпфером 6. Рычаг уравновешивается, а платформа 7 устанавливается на определенном уровне, соответствующем какому-то весу изложницы. После успокоения платформы дается сигнал включения датчика I определения положения платформы 7 и сигнал иа привод 11, который освобождает калиброванный противовес 9, и рычаг нагружается этим противовесом. Платформа 7 займет какое-то новое положение,которое нет необходимости определять. Начинается заполнение изложницы металлом. Рычаг начинает«возвращаться в положение, которое предшествовало заливке« Точное возвращение рычага и платформы 7 в это положение соответствует моменту, когда вес металла в изложнице равен заданному. В этот момент датчик Т дает сигнал на блок управления приводом изменения через тягу 16 положения разливочного ковша 17. Заливка прекраща ется. Технико-экономический эффект от применения предлагаемого способа и реализующего его устройства обусловлен существенным сокращением затрат например при последующем процессе электролитического рафинирования меди, для которого необходима стабилизация веса медных анодов. Формула изобретения
Устройство для дозирования металла Источники информации,
в изложницы, содержащее блок управ-принятые вй внимание при экспертизе,
ления разливочным ковшом, о л- л°и -;. Авторское свидетельство СССР
чающее, ся тем, что, с целью|по заявке № 27279 2/22-02,
повышения точности дозирования, онокл. В 22 D 39/00 1977. 766 дополнительно снабжено датчиком разности весов противовеса и металла в изложнице, приводом установки положения рычага, приводом загрузки-разгрузки рычага, противовесом и датчиком положения изло)хницы с путевым выключателем, причем выход датчика положения соединен со входом привода установки положения рычага, один выход датчика разности весов соединен с приводом загрузки-разгрузки, а другой с блоком управления положением ковша.
| название | год | авторы | номер документа |
|---|---|---|---|
| Весовой дозатор для разливки металла в изложницы | 1981 |
|
SU996096A1 |
| Устройство для автоматического дозирования металла в изложницы | 1977 |
|
SU618191A2 |
| Устройство для дозированного розлива металла на карусельной машине | 1989 |
|
SU1699709A1 |
| АВТОМАТИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ ДОЗИРОВАНИЕМ | 1968 |
|
SU209663A1 |
| АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ ЗАЛИВКИ ЧУГУНА | 1962 |
|
SU186655A1 |
| Устройство для дозирования жидкого металла | 1975 |
|
SU554947A1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
