Изобретение относится к литейному производству, в частности к заливке жидкого металла в штейные формы, Известно устройства для заливки и дозирования жидкого метал.па, содержащее ковш установленный на весовой раме, привод поворота ковша блок управления с весоизмерительным датчиком СГ, Недостатком указанного устройства является существенное влияние изменения массы и формы ковша в про цессе работы на точность дозирования . Наиболее близким к предлагаемому является устройство для заливки и дозирования жидкого металла, содержащее станину вал, весовую ра-ьгу с установленным на ней секторHЬD ковшом, рычаги для поворота ковша, ггривод поворота ковша н блок 1ттравл8ния с весоизмерительным датчиком С2 Недостатками известного устройст ва являются раскачивание секторного ковжа и выплескивание иегалла при плоскопараллельном перемещеши ковш перед опрокидыванием что обусловле но шарнирной связью рь чагов с весов рамой и жесткой связью их с валом, также нестабильность положения слив кого носка секторного ковша при смещении его центра тяжести.. Все эт снижает надежность работы устройст.в Целью изобретен.ия является повы шание надехшости работы устройства Поставленная цел.ь достигается тем, что IV устройстве для за.ггивки и дозирования жидкого металла,, содер жащем станину, Ba.;v, весовую рану с установлениььч на ней секторз-гьа; ков том,. рьгчаги для поворота ковша, привод поворота ковша н блок управлеш-1я с весонзмерительньй. датчиком рычаги жестко связаны одним концом с валом 5 весовая ра.ма одним концом шарнирно закреплена ка валуд а дру гим концом связана с весоиэмеритель кьм датчнгсом, причем ковю установлен на несовой раме шарнирно. На фиг.1 изображена кинематическ схема устройства; на фиг.2 - то же вид сверху Устройство состоит из секторного ковша 1, ycTpoficTFJS опрокидьшания,, 2 жестко связан состоящег-о из вала ного с pычaгa м 3;, щзйвода 45 зесовой рамь J, шарнирно связанной посредстпом подшипников 6 с валом i-i посредством подшипников 7 с ковшом 1, весоизмерительного датчика 8, станины 9, связанной чере.з подшипники iO с валом 2, и блока 11 управления . Устройство работает следующим образом. В исходь;ом положенго рычаги 3 выведень из зацепления с ковшом 1 . При зтом ковш 1 благодаря шарнирной подвеске в подшипниках 7 занимает такое положение в пространстве,что вертикаль, проведенная из центра подшипников 7, пройдет через центр тяжести ковша 1. Производится заливка расгшава в ковш 1, При этом будет измегяться масса ковша 1, что через весовую раму 5 передается на весоизмерительньм датчик 6. Сигнал с весоизмерительного датчика 8 поступает на блок 11 управления. Когда вес метапла в ковше 1 достигает уставки, блок управления 11 подает сигнал на окончание заливки. Затем блок 11 управления подает сигнал приводу 4 узла опрокидывания. Привод 4 начинает вращать в подшипниках ;С вал 2 и жестко связанные с ним рычаги 3. При .повороте рычагк входят в зацепление с ковшом 1 и поворачивают его вместе с весовой рамой 5 вокруг оси вала 2 в подшипниках 7,- Происходит слив металла из ковша После поворота весовой рамы на угол, достаточный для слива жидкого металла из ковша в форму, блок 11 у.пра&.чения подает команду приводу 4 на реверсирование рычагов 3 с ковшом 1, Когда весовая рама 5 опускается на весоизмерительный датчик 8, рычаги 3, продолжая вращаться вместе с вал 2 3 подшипниках 10, выйдут из зацеп.пения с ковшом 1 „ После выхода КЗ зацепления рычагов 3 блок 1t упраЕ.пения отключает привод 4, и вал 2 с рычагами 3 останавливаются. Ковш 1, поворачиваясь в подшипниках 7, занимает в пространстве положение, при котором ось подшипников 7 и центр тя.кестн ко.вша располагается на одной Бертика: 1и. Далее цикл дозировакия и зализки повторяется. Вследс;вна тогО;. Ч-го в.гл 2 связан с весовой рамой 5 шарнирко, исключается плоско-параллельное перемещение
ковша 1 в начальной фазе поворота вала 2 и, как следствие, стабилизируется положение сливного носка
ковша 1 в процессе заливки, что повышает стабильность работы устройства и снижает выплески металла.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования и заливки жидкого металла | 1978 |
|
SU723387A1 |
| Устройство для дозирования и заливки жидкого металла | 1977 |
|
SU622572A1 |
| Устройство для дозирования изАлиВКи жидКОгО МЕТАллА | 1979 |
|
SU812421A1 |
| Устройство для автоматического весового дозирования жидкого металла | 1979 |
|
SU767548A1 |
| Устройство для дозирования металла в изложницы | 1979 |
|
SU900976A1 |
| Устройство для заливки металла | 1979 |
|
SU789246A1 |
| Устройство для дозирования расплавов | 1987 |
|
SU1537375A1 |
| Устройство для заливки жидкого металла | 1980 |
|
SU876293A1 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
УСТРОЙСТВО ДЛЯ ЗАЛИВКИ И ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА, содержащее станину, вал, весовую раму с установленным на ней секторным ковшом, рычаги для поворота ковша, привод поворота ковша и блок управления с весоизмерительным датчиком, отличающееся тем, что, с целью повышения надежности работы устройства, рычаги жестко связаны одним концом с валом, весовая рама одним концом шарнирно закреплена на валу, а другим концом связана с весоизмерительным датчиком, причем ковш установлен на весовой раме шарнирно. (Л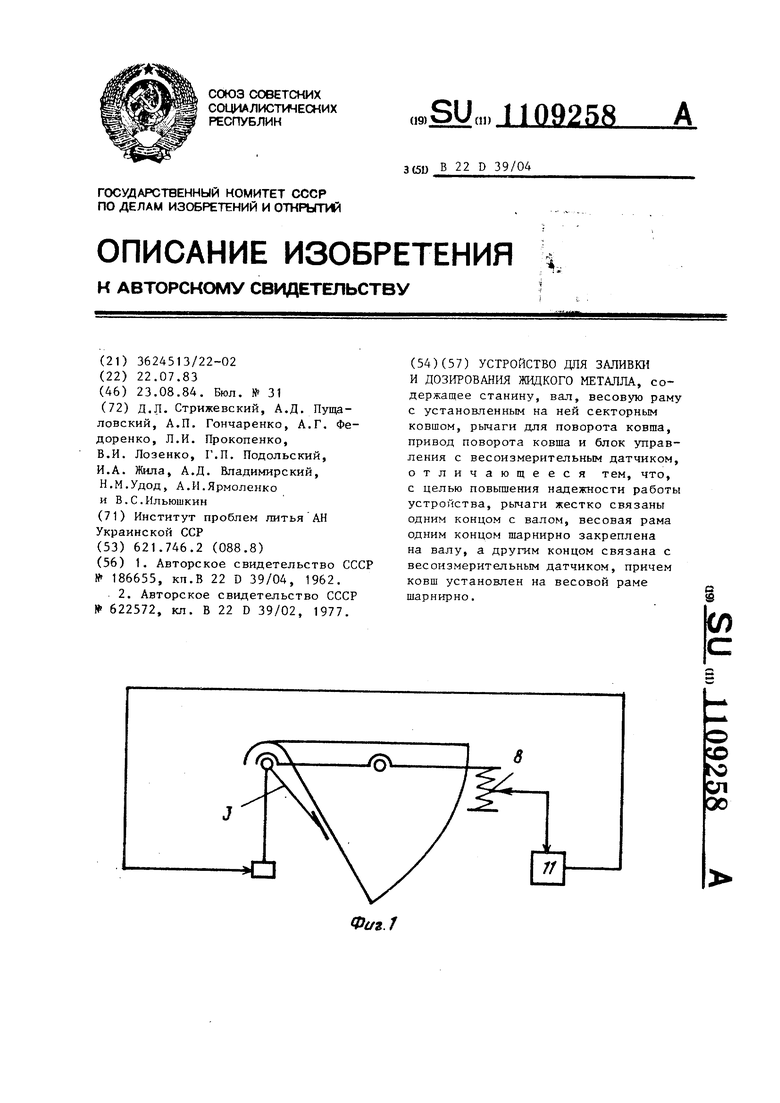
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ ЗАЛИВКИ ЧУГУНА | 1962 |
|
SU186655A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для дозирования и заливки жидкого металла | 1977 |
|
SU622572A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
