Предлагаемое изобретение относится к области дуговой сварки, точнее, к способу качественной сварки начала и конца стыкового шва без разделки кромок под флюсом, в защитных газах или открытой дугой.
Начало и конец шва являются менее качественными участками соединения и, как правило, удаляются или выводятся за пределы изделия. Особенно опасны концевые участки швов, так как в них возможны образования горячих трещин и других дефектов.
Известен способ изготовления выводных планок, располагаемых в начале и конце шва у торцов свариваемого металла, при котором производят сплавление металлической крошки в формирующих устройствах.
Целью предложенного способа является получение высоты планок, равной высоте сварного шва.
Поставленная цель достигается благодаря тому, что высота слоя металлической крошки превышает толщину свариваемого металла на величину
.ш.
h a
7м.к.
паемого слоя превышала толщину свариваемого металла на величину /г, которая определяется по следующей формуле:
iV V Тм.к./
где h - величина превышения слоя металлической крощки над толщиной свариваемого металла в см; б - толщина свариваемого металла,
в см;
м.ш. - удельный вес металла шва, в YM.K. - насыпной вес металлической крошки, в г/см.
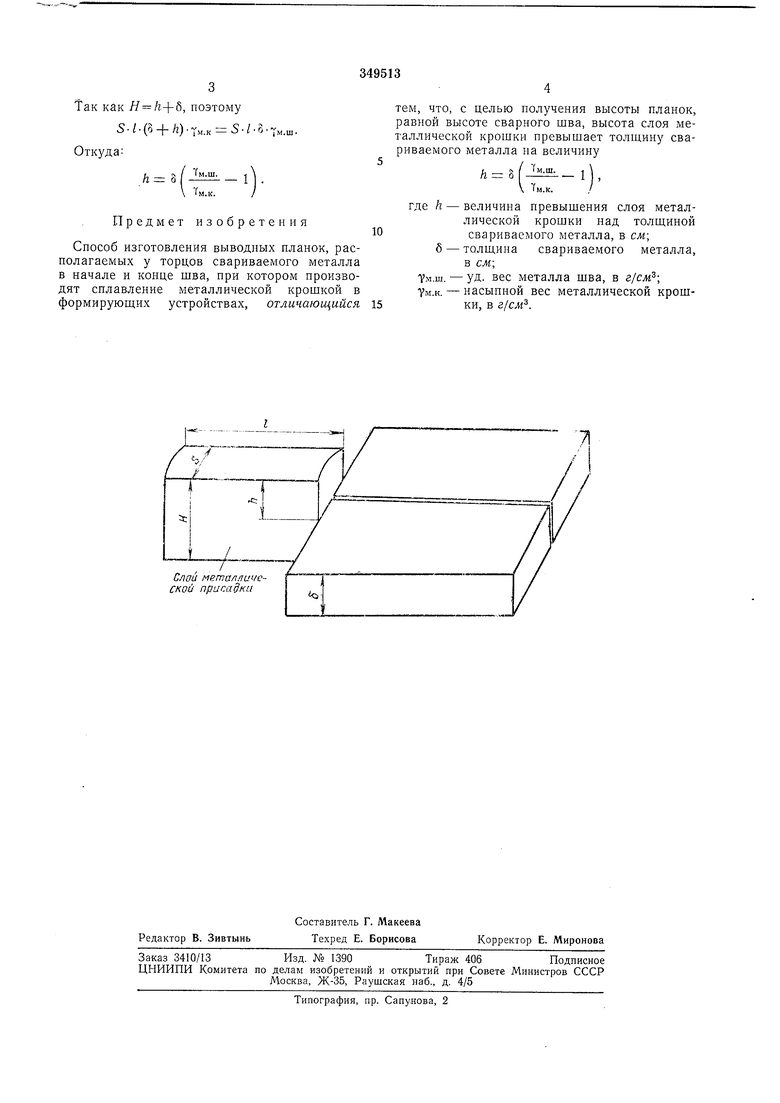
На чертеже представлен образец со сварным соединением и слоем металлической крошки, иа который должен выводиться концевой участок шва с кратерной частью. Слой
металлической крошки имеет длину «/, ширину «S и толщину «Я, которую можно представить как Я /г+б.
Чтобы получить выводную планку, после переплавления металлической крошки сварочной дугой с такими же размерами, как сварной шов, вес слоя непереплавленной металлической крошки должен быть равен весу переплавленного металла, т. е.
Так как Я /г+б, поэтому
5-/-(5 + /г)-Тм.к 5-/-о Откуда:
Тм.Ш.
- 1
h и
Тм.к.
Предмет изобретения
Способ изготовления выводных планок, располагаемых у торцов свариваемого металла в начале и конце шва, при котором производят сплавление металлической крошкой в формирующих устройствах, отличающийся
тем, что, с целью получения высоты планок, равной высоте сварного шва, высота слоя металлической крошки превышает толшину свариваемого металла на величину
Тм.ш.
h 8
-- 1
1ы.к
величина превышения слоя металлической крошки над толшиной свариваемого металла, в см; толш,ина свариваемого металла,
в см;
уд. вес металла шва, в насыпной вес металлической крошки, в г/см.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТЕНТНО-ТЕХНИЧЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303158A1 |
| СПОСОБ ОРИЕНТАЦИИ СТЫКА ПРИ ДВУСТОРОННЕЙ СВАРКЕ НЕМЕРНЫХ ЛИСТОВ | 1971 |
|
SU301241A1 |
| Выводная планка | 1977 |
|
SU622599A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU338328A1 |
| Способ отделения концевых участковэлЕКТРОшлАКОВОгО шВА и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU821103A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU284226A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1969 |
|
SU246746A1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| УСТРОЙСТВО для ПОДАЧИ ПОРОШКООБРАЗНОГО ПРИСАДОЧНОГО МАТЕРИАЛА ПРИ СВАРКЕ | 1972 |
|
SU339359A1 |
| СЛОИСТЫЕ, УСТОЙЧИВЫЕ К УТЕЧКАМ ХИМИЧЕСКИЕ РЕАКТОРЫ, СПОСОБЫ ПРОИЗВОДСТВА И СПОСОБЫ ЭКСПЛУАТАЦИИ | 2011 |
|
RU2588519C2 |
Слои, мкталли /с С кой присадки
