(54) УСТРОЙСТВО ДЛЯ ПРИКАТКИ ЭЛЕМЕНТОВ НАДУВНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046729C1 |
| Устройство для дублирования деталей покрышек | 1983 |
|
SU1161409A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1191304A2 |
| Способ изготовления полых резинотехнических изделий и установка для его осуществления | 1990 |
|
SU1745561A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1490852A1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для сборки резинокордных контейнеров | 1980 |
|
SU931477A1 |
| Устройство для изготовления полых трубчатых изделий | 1980 |
|
SU925664A1 |
Изобретение относится к оборудованию заводов резинотехнической промышленности, в частности к устройствам для прикатки элементов надувных изделий.
Известно устройство для прикатки элементов надувных изделий, содержащее смонтированный на станине в подшипниковых узлах приводной опорный ролик с приводом его вращения и установленный над опорным родиком прижимной ролик с приводом его возвратно-поступательного перемещения l j.
Известные устройства рассчитаны для прикатки одного элемента и непригодны без переналадки станка для прикатки одновременно нескольких элементов, например для одновременной прикатки к каркасу надувной резиновой лодки эластичного днища, герметизирующей ленты, накладываемой на кромку шва днища, и формовых резиновых уключин.
Целью изобретения является расширение эксплуатационных возможностей устройства.
Указанная цель достигается тем, что на оси опорного ролика смонтированы профильные ролики, развертк рабочей поверхности которых соответствует профилю при-
катываемых элементов изделия, а также тем, что опорный ролик связан с приводом его вращения через пневмофрикционную муфту и снабжен противовесом, а на одном из подшипниковых узлов опорного
ролика установлен фиксатор, взаимодействующий с опорным роликом; кроме того, устройство снабжено подвижным упором с приводом его перемещения в вертикальной плоскости для точной установки издеЛИЯ в исходное положение.
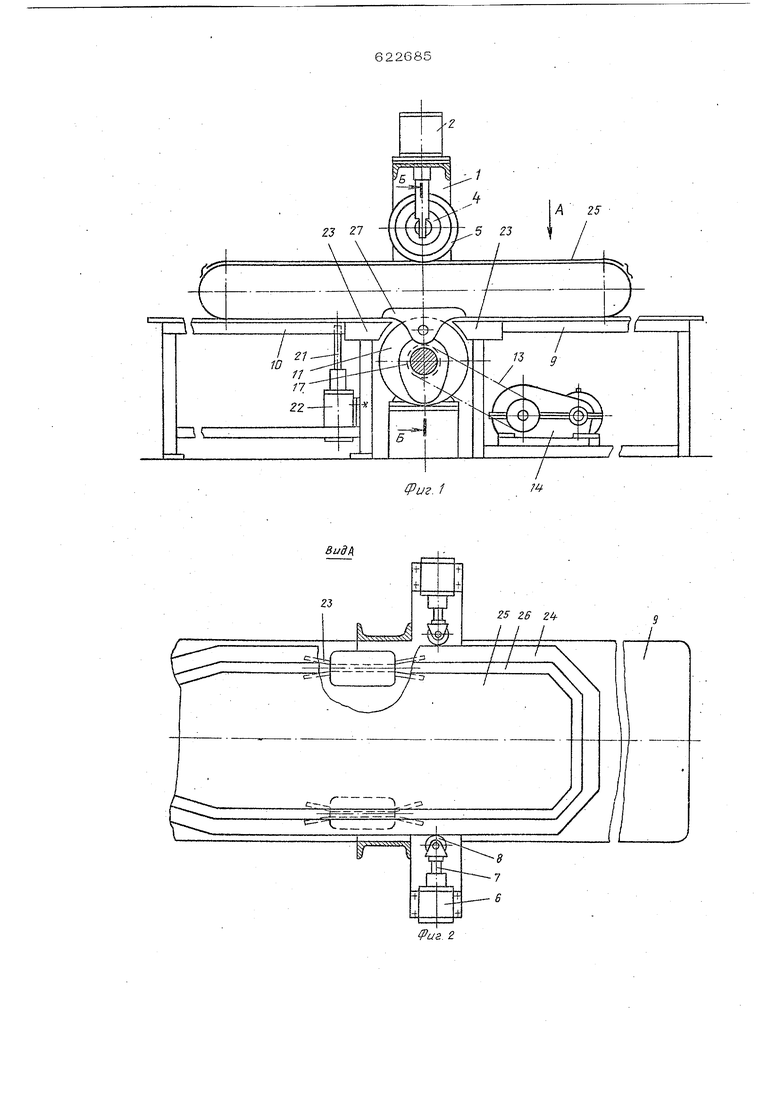
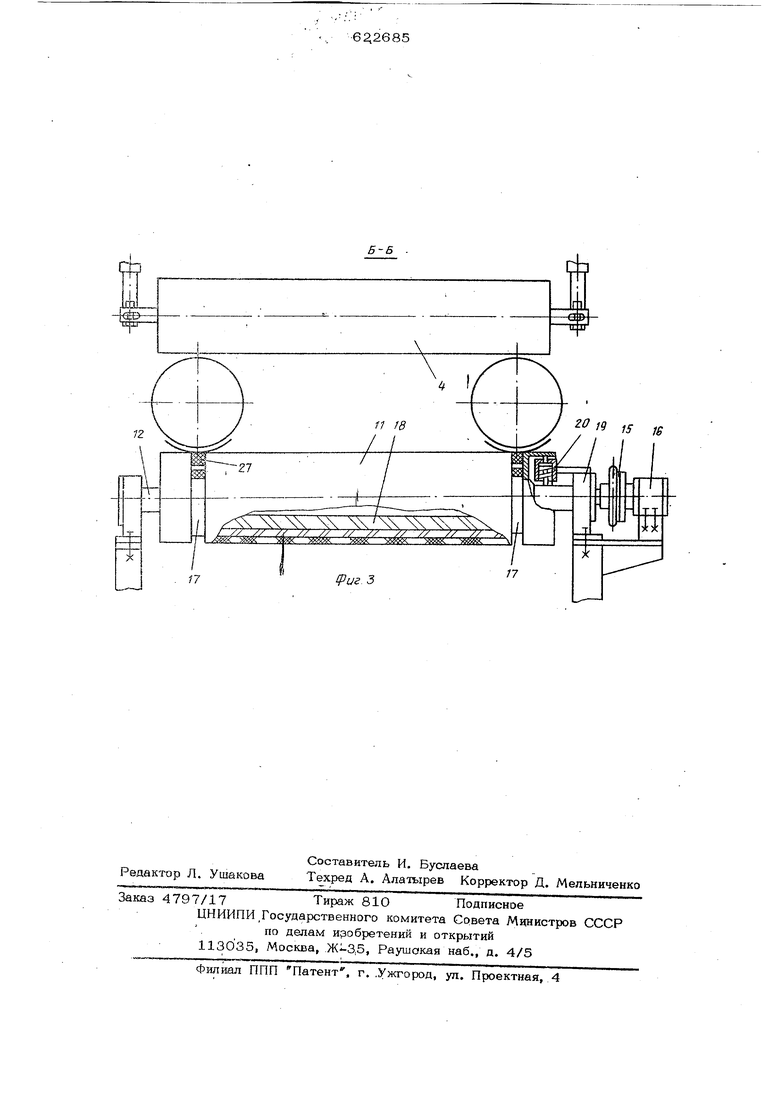
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - вид А фиг. 1; на фиг. 3 - разрез Б-Б фиг.1. На станине 1 устройства для прикатки элементов надувных изделий вертикально смонтированы силовые пневмоцилкндры 2, к штокам 3 которых прикреплен прижимной ролик 4. Поверхность прижимного ролика покрыта эластичным материалом,
Например приклеенной губчатой резиной 5. На станине .горизонтально размещевы пневмоципиндры 6, на штоках 7 которых установлены боковые ролики 8 для центрирования изделия, С обеих сторон станины расположены рабочие столики 9 и 10. В нижней части станины смонтирован опор- ный обрезиненный ролик 11, вал 12 которого соединен цепной передачей 13 с приводом 14 его вращения. Звездочка 15 цепной передачи 13, свободно насаженная на вал 12, связана с пневмофрикцнонной муф той 16, Опорный ролик 11 собран на валу 12 с разъемами, в которых жестко закрепле-ны профильные рол1жи 17. Развертка рабочей поверхности последних соответствует профилю прикатываемых элементов изделий. В обечайке опорного ролшш установлен противовес 18 и выполнено свер, ление, а на корпусе 19 подип-гяникового узла смонтирован подпружиненный фиксатор 2О. На стан1ше размещен подвихшый упор 21, связанный с пневмотииндром 2.2, и установлены направляющие 23. Управление пневмоцилиндрами 2, 6 и 22 осуществляется от воздуишых кранов (на черте5 сах не показаны). Работа устройства описана на примере прикатки элементов надувной резиновой лодки. Включением пневмоцилиндров 2, 6 и 22 устанавлхшают рабочие органы устрой ства в заданное исходное положение. Прижимной ролик 4 занимает верхнее положе ние, ролики 8 разведены; упор 21 высту пает над столиком 10, а опорный ролик 11, отсоединенный при помощи пневмо- фршо1ионной муфты 16 от привода 14, под действием прот1гоовеса 18 само устанавливается в исходное положение, которое фюссир}тот фиксатором 20, Наполненный каркас 24 лодки с днищем 25, герметизиру ОЕ1ей лентой 26 и укгпочинами 27 укладывают на рабочий столик 9 и подают вручную в зазор межд роликами 4, 11 и 8-до упора 21. водят возд тиные в рабочее положение и включают пр1гоод 14. При этом при жимной ролик 4 опускается на каркас 24 лодки,, боковые ролики 8 фиксируют лодку упор 21 убирается под столик 10, а пнев мофри1щионная муфта 16 соединяет опорный ролик 11 через звездочку 15 с приводом 14, и вращающийся опорный ролик 11 Перемещает каркас 24 лодки, произво дя прикатку к нему шва днища 25 и герметизирующей ленты 26. Уключиньг 27, центрируемые направляющими 23, проходя зону прикатки их ребра, перемещаются в разъемах опорного ролика 11, где профильные ponfncH 17 производят их прикатку одновременно с другими прикатываемыми элементами. По выходе Kapicaca лодки 24 с прикатанными днищем, герметизирующей лентой и уключинами из зазора роликов 4, 12 и 8 его убирают со столика 10, переводят воздущные краны в исходное положение, укладывают на столик 9 следующий каркас лодки, и цикл прикатки повторяется. Применение предлагаемого устройства обеспечит одновременную прккатку нескольких элементов к каркасу надувных изделий без переналадки оборудования при высоком качестве прикатываемых щвов. Формула изобретения. 1.Устройство для прикатки элементов изделий, содержащее смонтированный на станине в подщипниковых узлах приводной опорный ролик с приводом его вращения и установленный над опорным роликом пршкимно.й ролик с приводом его возвратно-поступательного перемещения, отличающееся тем, что, с целью расщирения эксплуатационных возможностей устройства, на оси опорного ролика смонтированы профштьные ролики, развертка рабочей поверхности которых соответствует профилю прикатываемых элементов изделия. 2,Устройство по п. 1,отличающее с я тем, что, с целью обеспечения заданного углового положенрш профильных роликов, опорный ролик связан с приводом его вращения через пневмофрикциокнут.0 муфту и снабжен прот1товесом, а на одном из подшипниковых узлов опорного ролика установлен фиксатор, взаимодейств ощий с ним. 3. Устройство по п. 1, отличающееся тем, что, с целью точной установки издел1ш в исходное положение, оно снабжено подвижным упором с приводом его перемещения в вертикальной плоскости. Источники информации, принятые во Бнамание при экспертизе: 1/Белозеров Н. В, Технология резины. М., Химия, 1964, с. 541. U. 1
